|
如果想要在薄壁板管上攻丝,目前我们一贯的做法就是焊接螺母或者压铆螺母。但是这种方式不但增加了工序,影响了效率,而且往往会由于焊接或者铆接不牢固,出现松脱现象。 . K3 a- X- q% d1 v! l
, W4 D3 \9 `) H! p6 a9 `% v 2 t# N8 Y% Z4 H1 G
2 t# N8 Y% Z4 H1 G
为了提高工作效率并且提高连接的可靠性,德国人最早发明了热熔钻技术。利用此项技术,薄板薄管的攻牙紧固只需要几秒钟的时间就可以搞定。取代了焊接螺母和压铆螺母。
, C' I) l( a" D3 K. q. u! P 4 L! N) Q# C* A \2 j2 s: m
4 L! N) Q# C* A \2 j2 s: m
. Q- i. s' U- j' K8 l9 Q9 c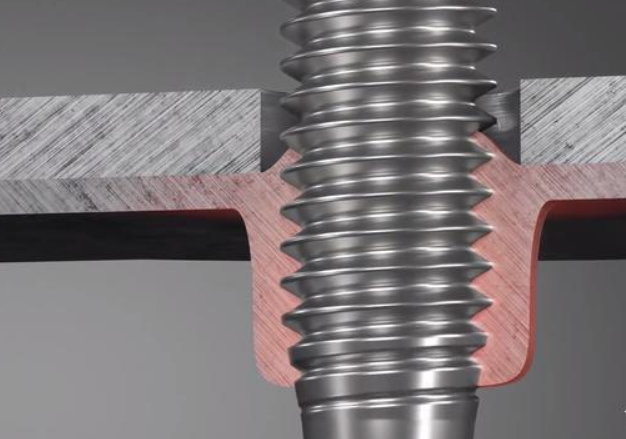 $ b# G; B5 U' Y5 ^ $ b# G; B5 U' Y5 ^
5 i5 I& A" o1 p: Y- J" V热熔钻是利用碳化钨材料的钻头,经过特殊的热处理后,能够承受600度的高温。并且在1500至3000RMP的旋转状态下,依旧能够保持高硬度、高耐磨性。 ) f8 F3 \5 g6 n1 w+ o9 m
 % T+ C, t/ s! R" g6 `5 S/ W
% T+ C, t/ s! R" g6 `5 S/ W
钻头在高速旋转状态下与金属材料表面接触摩擦,可以产生600到800度的高温,从而使金属软化,增加金属的延展性。钻头在旋转过程中同时会下压,软化的金属会沿着圆孔上下延伸,形成比原来薄壁厚3倍的厚壁层,可同时进行高质量的攻丝过程,整个过程只需要2到6秒。 3 I1 Q! K% Q, j& F; E- w
 9 m3 R- E! Z1 J- t5 A$ f; k' H5 u 9 m3 R- E! Z1 J- t5 A$ f; k' H5 u
使用热熔钻技术的薄板经过摩擦产生高温,同时又在空气中冷却,相当于获得了正火处理,厚壁层具有高抗力、和高抗扭力的性能。同时,热熔钻属于无屑加工,不仅节省了材料还简化了工序,同时又清洁环保。
/ L- y5 n& A. ~( A: A ! V" ] Q0 t, R2 {) s4 t4 F0 {+ ` ! V" ] Q0 t, R2 {) s4 t4 F0 {+ `
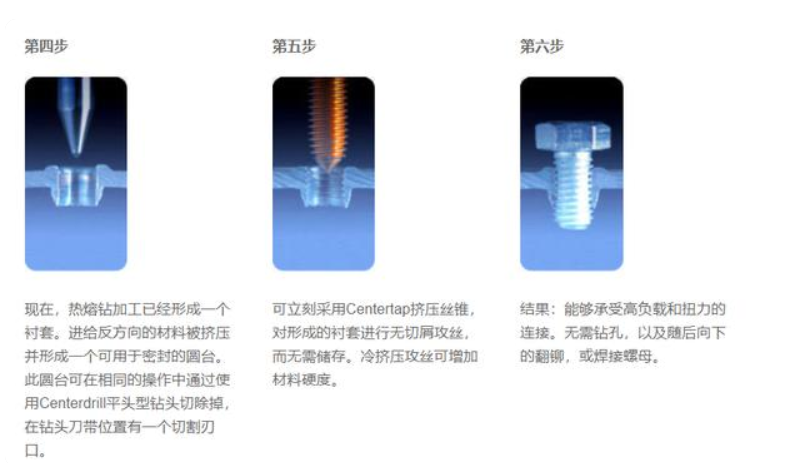
2 d( f5 G( }/ ]% ^4 d0 ~, l/ n热熔钻工艺过程:
/ {" k V' |) W8 K2 h
; N5 t6 u# E& y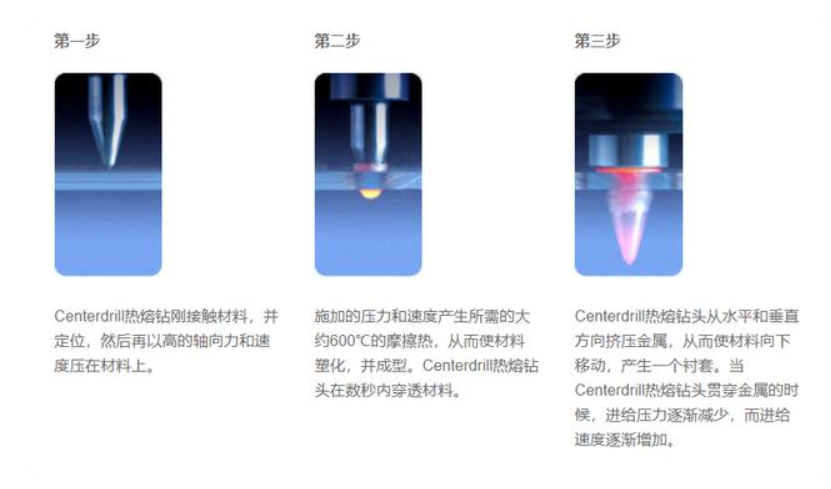 - X, T C" f9 Y* J- {$ U - X, T C" f9 Y* J- {$ U
 ' N/ X5 E4 o: j ' N/ X5 E4 o: j
| 

 发表于 2022-6-15 13:18:35
发表于 2022-6-15 13:18:35
 先去看看价格,再看看使用寿命,再开个帖子。
先去看看价格,再看看使用寿命,再开个帖子。