本帖最后由 晓昀 于 2019-10-12 23:01 编辑 % H* p. r' t+ g: K
; d, }2 v W, ?. p$ B6 V; ^ 焊接缺陷按其在焊缝中的位置,可分为内部缺陷和外部缺陷两大类。
/ n3 y( w8 B' O N
7 ^' w& @ m+ f8 ` 外部缺陷位于焊缝的外表面,直接就能看到。外部缺陷主要包括焊缝尺寸不符合要求、咬边、焊瘤、塌陷、表面气孔、表面裂纹、烧穿等。8 }+ V5 {- ~8 p. H
2 u5 g" ^8 ~) W, |7 k* ? 内部缺陷主要包括未焊透、内部气孔、内部裂纹、夹渣等。内部缺陷位于焊缝内部须用无损探伤法或用破环性试验才能发现。
* x8 G9 E t1 s7 D5 k
; _* f j. l+ j+ G e焊接缺陷产生原因
& B/ {& A) R0 x) b1 F1 r2 _" R& g* p/ T, n0 Y
1、咬边
) j/ p8 G9 z N- G0 u- F7 g; ?% `; h& X1 ~* \* e" }3 L
1 O( {0 A. s- \: K# @' X: B' P- j' G8 _
3 X3 ?% R1 [$ c; M& Q( A( V% t" w( U+ D7 ~. g
3 X' d) W, y7 F/ F# E; j7 [
焊接时,焊缝两侧与母材金属交界处形成的凹槽称为咬边(或咬肉)。咬边会使母材金属的有效截面减少,减弱了焊接接头的强度,同时在咬边处容易应力集中,承载后有可能在咬边处产生裂纹,甚至引起结构的破环。4 S1 f8 b. O# O) y1 L
; s$ D7 n* w: ?0 s3 N7 R
产生咬边的原因是操作工艺不当、焊接规范选择不正确,如焊接电流过大,电弧过长,焊条角度不当等。
. l' I0 ~, S& w, p6 X2 P& ~# [' Z0 t2 \. ]4 \! j _% M
2、焊瘤3 H; s- j8 a5 R+ e5 R# u
, Y h- V* k" u0 |, ^: K
% a( b. Z/ | A/ \ V$ ^
, B7 `: [* G" d/ Z" s0 p" }8 ~: D& i. N* p- x
焊接过程中,熔化金属流淌到焊缝之外未熔化的母材上所形成的金属瘤即为焊瘤。焊瘤不仅影响焊缝外观美观,而且焊瘤下面常有未焊透缺陷,易造成应力集中。焊缝间隙过大、焊条位置和运条方法不正确、焊接电流过大或焊接速度太慢等均会引起焊瘤的产生。
; s" V0 ~7 j6 X+ U: X1 u& o! n
( g, B; ^; c2 }" ^9 d4 H. K3、烧穿
z! y k8 X% w0 x/ G% t( q
6 H' x7 L8 M/ N% _0 u6 j' Z) f- m! e9 N0 N C: O; a
% R# h2 z! y% a7 }0 f- j" A7 X ^3 E' b
焊接过程中,熔化金属自坡口背面流出,形成穿孔的缺陷称为烧穿。
1 w! Z+ K/ u* D
+ I$ ]$ e8 y& b+ W产生烧穿的主要原因是焊接电流过大,焊接速度太慢,当装配间隙过大或钝边太薄时也会发生烧穿现象。
) J. @8 }8 {8 [
: g- s* U% j" S2 t. Z' U8 N4、未熔合% `2 L0 n1 [5 T, T$ @/ S1 S
9 m4 C4 ^6 n S/ d6 I
" X; R t6 L% Y# U
( M3 r( R1 w6 W
- U J6 U, P C; s" |/ r
未熔合指焊接时,焊道与母材之间或焊道与焊道之间未完全熔化结合的部分;或指点焊时母材与母材之间未完全熔化结合的部分。1 k! r2 S `3 ^/ T
, \( o' [# i* H% J$ B+ Z
产生未熔合的原因有,焊接线能量太低;电弧发生偏吹;坡口侧壁有锈蚀和污物;焊层清渣不彻底等。9 K3 c; t6 j" i
6 Z, ?2 e5 Y* n0 w1 e5、凹坑、塌陷及未填满" c! m- P) l; ^1 W
7 L9 d- y# C' q5 ?: Q8 K k1 [7 b8 d5 p$ A+ _! j1 [
- @7 P; v5 Q, T$ Y2 O凹坑指在焊缝表面或焊缝背面形成的低于母材表面的局部低洼部分。" ^% z* o: X+ |
3 M& c6 l8 N4 `. U" K' I5 h; Z' @1 M# U3 [
塌陷指单面熔化焊时,由于焊接工艺不当,造成焊缝金属过量透过背面,使焊缝正面塌陷,背面凸起的现象。由于填充金属不足,在焊缝表面形成的连续或断续的沟槽,这种现象即未填满。 M0 i7 X" @, r/ L, ]; B
5 r4 Q8 ]$ ~$ l$ \6 e. ^$ e
6、夹渣 h! Z9 ]" w3 W* t3 q* W1 R" ^( T
4 j( f2 g" Y* q$ r0 o9 T8 e* F; r0 T o( ^- r7 e0 M
/ L* [, C/ o% k7 s
2 G- p% e0 X+ q$ B S焊后残留在焊缝中的熔渣称为夹渣。) Q+ n( ]& N* K; T. U4 J% V
/ y5 r4 d8 r5 e# k, U2 W7 @" K产生夹渣的原因很多,如焊件边缘及焊层、焊道之间清理不干净;焊接电流太小,致使熔化多属凝固速度加快,熔渣来不及浮出;运条不当,熔渣与铁水分离不清,阻碍了熔渣上浮;焊件及焊条的化学成分不当;熔池内含氧、氮成份过多等。
- j" V! F: J o0 |* p, m: _0 Z8 }) Y2 P
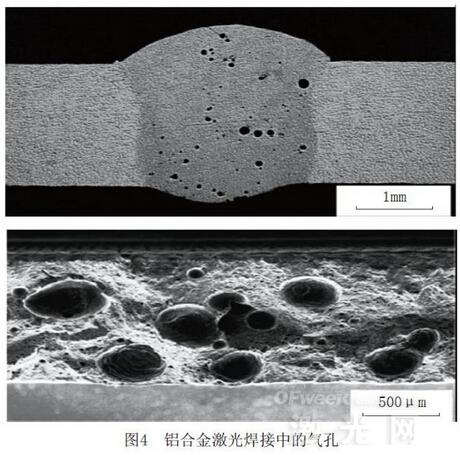
7、气孔( |6 w1 C- x8 s
& x+ a& i; s. R; I " g/ O9 O( v/ X7 Z( }& C " g/ O9 O( v/ X7 Z( }& C
' I5 d# ~% s% I, [8 c4 F/ j* l2 \7 u7 F; @. B
+ M3 _( Q" h8 h' |# G; U
焊接时,熔池中的气泡在凝固时未能逸出而残留下来所形成的空穴称为气孔。气孔可分为密集气孔、条虫状气孔和针状气孔等。焊缝中形成气孔的气体主要是氢气、氮气和一氧化碳等。% F$ g& j6 ^8 D* `2 }
! Q' Q+ i: M- q! J8 f0 ^气孔对焊缝的性能有较大的影响,它不仅使焊缝的有效面积减小,使焊缝的机械性能下降,而且破坏了焊缝的致密性,容易造成泄漏。
9 ?3 f8 A& y! o$ c& n& u9 u, o. q& t9 H0 ^6 p2 j
造成气孔产生的原因有,焊接过程中焊接区的良好保护受到破坏;母材焊接区和焊丝表面有油污、铁锈和吸附水的污染物;焊条受潮,烘焙不充分;焊接电流过大或过小、焊接速度过快;焊接电弧过长、电弧电压偏高。: k" L! Q! i0 `5 c2 |
' A! G! L" ?, L
8、裂纹
0 w: h' u+ N3 J7 [/ ]( S$ U6 m2 F5 s+ |* {) v! k
# C5 [4 {5 S/ n1 B$ X
/ j3 y' |6 U3 I: f, B形成焊接裂纹的温度可分为热裂纹和冷裂纹,根据裂纹发生的位置可分为焊缝金属中的裂纹和热影响区的裂纹。在焊接过程中,焊缝和热影响区金属冷却到固相线附近的高温区产生的焊缝裂纹称为热裂纹;焊接接头冷却到较低温度时产生的焊接裂纹称为冷裂纹。
1 V' l$ I" U2 S( M" k
6 v9 p( y4 M3 o9 u. V焊接裂纹是最危险的焊接缺陷,严重地影响着焊接结构的使用性能! L9 {8 q- F. X+ \# b* X
8 {% D* D. Y# {: P7 e- N和安全可靠性。裂纹除了降低焊接接头的强度外,还因裂纹末端有一个尖锐的缺口,将引起严重的应力集中,促使裂纹的发展和破坏。/ v$ _" z! N7 B k* B0 y
6 K: O3 ~7 }, c- C* d5 |
# O- L6 P2 r. F
|


 发表于 2019-10-10 09:35:28
发表于 2019-10-10 09:35:28