本帖最后由 远祥 于 2019-8-5 10:03 编辑
2 W7 p/ n: K" n: {+ |9 A
( n" y5 f, X1 \Friction Stir Welding搅拌摩擦焊 8 g7 p+ e! ]9 T3 n( M& x
, Y3 K0 S& ]: p7 R0 y4 @
此工艺生产应用场合,航天工业,简体结构燃料储箱、仪器舱、弹药舱等;船舶工业,宽幅铝合金带筋板等;列车工业,整车车体、侧墙、地板、顶板、枕梁、车钩板等;航空工业,机身地板、壁板等;汽车工业,铝合金轮毂、电池托盘、电池外框、水冷套筒、后桥、箱体壁板、缝合坯料车声、泡沫铝材结构等;电子电力、冶金工业、雷达工业等。" I1 Z. X; c, r! T# P
4 k. P/ D* ~% g' j# X
6 `; G0 p# Q% j- W1 S搅拌摩擦焊接技术-工艺流程: 插入旋转搅拌针-预热时间-焊接过程中移动-焊缝结束回退
5 M5 Z; \( X& t+ k: t! P' |& ]$ a6 \9 D F }2 ^! M0 k
工艺原理:搅拌摩擦焊接过程中在剧烈的搅拌、摩擦及锻压作用下,焊缝金属材料塑性软化,随着搅拌头的旋转由搅拌针的前沿向后沿移转,并在搅拌轴肩的作用下,受到挤压和锻造,终得到了精细的锻造组织接头,由于整个焊接过程中被焊接金属材料没有经过“熔化-凝固”过程,所以得到的是优异的固相接头连接。/ |- O# i* @7 R7 E1 g. V3 D9 ^
9 j% L6 Q0 Y$ D5 z! f
& V. B/ `( M" H# w4 U. E搅拌摩擦焊已经被证明在诸多方面优于熔焊方法,尤其在轻合金连接方面,搅拌摩擦焊技术具有明显的优势,如下所述: 1\固相焊接方法,不存在凝固裂纹和气孔(析氢、吸氧)等缺陷; 2\无(低)变形焊接技术; 3\不需要焊丝和保护气。 2 _) d Y9 ?! Z) Q% H2 Y
4 x# M- g- j, U
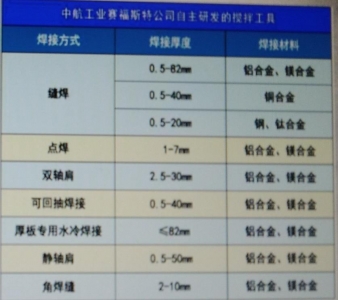
搅拌摩擦焊工具,搅拌头是实现搅拌摩擦焊的关键和核心技术; % B/ R. h& w! `2 b; s, q# ~
适用板材: 接合板厚:直线接合 铝合金:0.8-25.0mm(EX:Al 6000系) 铜合金:0.8-6.0mm(EX:Cu 1000系)
1 a! x% ?( v( O/ U& r7 i# y2 T5 }
凌云汽车这家公司很不错的,在上海的社友可以考虑往里面跳。
% m/ H1 z7 Z4 c4 T8 R | 

 发表于 2019-8-5 10:01:23
发表于 2019-8-5 10:01:23



 楼主
楼主