本帖最后由 jiajoin 于 2019-2-12 10:47 编辑 0 T& R) S0 q- ~* L$ k7 b
2 x, L1 R) G/ R1 _& I' V- Z8 B
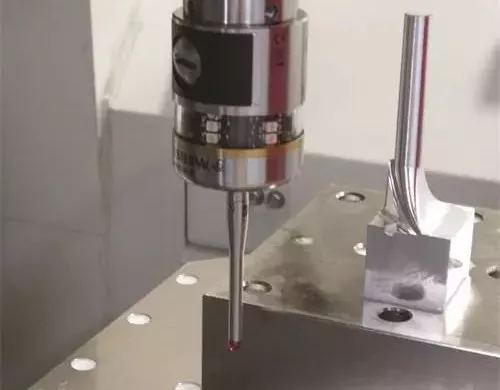
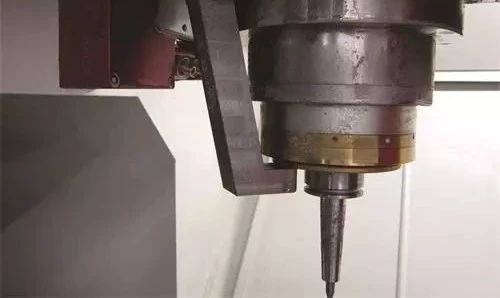
除了使用高速加工技术缩短机床加工周期,高产量的实现还离不开工艺中采用的所有自动化元素。通过观察下述案例公司带六站共用托盘和托盘装载系统的新型五轴机床(相似配置的三轴机床也是一样)中的自动化技术,我们发现这10个元素组成了工厂的五轴工艺。 ▲左边的为三轴机床,右边的为五轴,包括一个共用托盘和装载系统,可以进行长时间的无人值守加工 五轴机床的RCE 2自动化托盘更换系统配备了一个六站共用托盘,而工厂有时会在一个托盘上固定超过一个零件,装载系统的夹具按照要求进行改造。本来托盘边缘上方不会悬挂零件。经过改造后,夹具位于托盘底部,系统可以装载更大的工件,零件尺寸只会收到机床容量的限制,与装载装置无关。 五轴加工本身就是一种自动化形式。五轴工艺分两种类型:轮廓加工和定位(后者也称为“3+2”)。工厂花费了75%的时间进行机床的“3+2”定位,为此机床只能使用两根附加旋转轴按一定角度倾斜工件,然后将它锁定在该位置。之后机床在工件方向上完成三轴加工。这样做的一个优势在于通过一次固定就可以让刀具接触到零件的五个面,从而减少了步骤数量和零件可能需要经过的机床数以及生产过程中接触零件的次数。 通过“3+2”定位倾斜零件还能让工具到达零件内部更深的位置,加工难度较大的模具特征,如深肋。有些时候“3+2”定位还能省去二次电火花成型加工和相关的电极加工。另外,所用的热装刀夹直径比筒夹型设计更小,提供的间隙更大。 有了“3+2”定位,工厂还能使用长度更短、刚度更高的刀具。使用更短的刀具可以加工更深的切口,而且发生振动或颤动的风险比使用长刀具小。 3.触发式探测将新的零件放进机床时,触发式测头会进行自动探测,确定零件或工件夹紧装置上几个点的位置,确定零件在机床上的准确位置。然后,机床的数控加工装置自动调整自带的工件坐标系统,使之与零件匹配。这样就省去了手动填隙、轻触零件和其他耗时的工作,否则就需要通过这些步骤将零件放平和对齐,以完美匹配机床的坐标系统。 使用触发式探测技术加快安装速度并进行自动校准。对于后者,测头找到磨制耳轴臂铸件和C轴电机的外壳铸件的棱柱位置并进行调整,补偿工厂内环境温度波动导致的任何轻微移动。 4.自动校准循环五轴机床基座、轨道、托架等部位有多个冷却通道,因此这些部件不会因内部发热而膨胀,为了适应工厂内的环境温度波动,可以使用触发式测头执行自动校准循环。 这张图展示了两种自动化形式。L形臂将非接触式传感器放在主轴面附近,实时补偿主轴的膨胀或收缩。左上方的冷却剂喷嘴自动调整,根据已知的刀具长度将冷却剂喷嘴朝向刀具尖端。 5.主轴补偿有些机床制造商将每台机床交付之前给它们制定了算法,用于估算主轴在不同速度和运行时间下的膨胀程度,但是要考虑到平时使用机床的所有方法是不可能的。可选的自动化主轴补偿系统,能够实时针对主轴的膨胀(或收缩)进行调整。系统将一个非接触式传感器连接到位于主轴面附近的L形臂上。纳米级分辨率的传感器会检测运行过程中的主轴膨胀和收缩,并将信息反馈给数控加工装置,从而向上或向下调整Z轴进行补偿。这一点对于五轴加工尤其重要,因为零件倾斜时,主轴的变化可能影响刀具尖端在全部三根线性轴,而不仅是Z轴的位置,自动补偿功能确保了表面平整度和融合效果良好、一致。 6.机床上的激光器刀具测头每次更换刀具后,会使用机床上的激光器刀具设置测头自动测量刀具长度和直径。激光器测头和接触式测头的校准工具球在换刀装置加工区域之外,因此它们不会受到碎屑和冷却剂的影响。工厂指定了每种刀具直径的公差范围,如果测头检测到刀具直径超出公差范围,则不允许使用该刀具加工零件。例如,如果0.250 in球端铣刀测量值超出±0.0 002范围,则不能使用,这一点也适用于刀具的长度。 在此之前,激光器会确定被更换的刀具是否破损。如果刀具破损,但按照计划还要用于加工共用托盘内已排队等待的工件,则这些工件的生产工作要继续进行。例如如果ATC的5号位置的刀具发生破损,机床会移走刀具已经损坏的零件,按照计划装载下一个工件并进行加工,直到使用5号站的刀具。之后机床会移除这个零件,然后继续加工队列中的下一个工件,直到每个已装载的工件加工完毕。 7.冷却剂喷嘴调整五轴机床除了使用必须手动放置的传统灵活冷却剂喷嘴之外,还拥有一个冷却剂输送系统,可以自动调整冷却剂流的方向,使其对准切削点,无论刀具有多长。喷嘴的方向是通过M代码进行调整的,而M代码根据主轴安装的下一个刀具的已知长度确定。 8.自动倾斜编程功能选用合适的软件可以节省30%的编程时间,看重的节省时间特征是五轴自动倾斜功能。如果拥有机床部件和软件中进行3D模拟的工件、固定装置和模具,自动倾斜的功能,就可以确定刀具或刀夹切削零件的深度,然后自动倾斜零件,防止零件被破坏并保证加工继续进行。软件还可以利用这些3D模型帮助程序员对加工操作进行在线模拟,以检测存在的隐患。 9.语法检查除了帮助程序员在软件中进行每个程序的在线模拟,还可以使用控制装置的语法检查功能自动校对程序和后处理器,在依照计划加工工件之前发现任何错误。 10.程序重新启动如果需要在程序执行过程中停止机床,程序员不必手动修改后面的程序,只要找到要停止机床的代码行号然后擦除之前的所有代码就可以从停止的位置重新启动。操作人员使用控制装置时,只需要在命令文件中输入行号,装置就会自动通读程序并从相应位置重新启动。 如今的加工任务中中,零件的尺寸、特征和几何形状种类越来越繁多,而加工区域必须在短时间内满足这些需求。正是以上这些元素组成了五轴技术,保证工艺能够反复达到所需的公差和表面平整度,并且只需要很少的人工干预即可调整固有变量,避免对加工精度和产量造成不利影响。 (来源jiajuxai) , t. p+ [5 J: H2 l) u
| 

 发表于 2019-2-12 10:41:21
发表于 2019-2-12 10:41:21