|
差速器壳体因为形状结构面复杂,往往需要设计专用夹具进行夹持,在此为大家分享3例加工差速器壳体夹具设计案例。 案例一
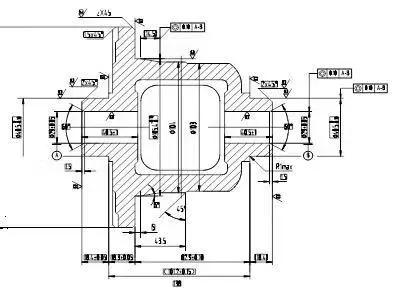
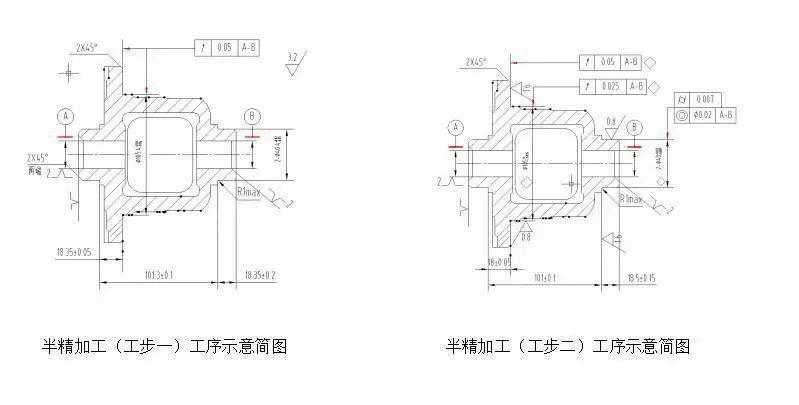
7 ?' h2 ~0 r" o( |) R) j8 w1.待加工零件状态 内孔已粗加工至尺寸,两端外圆已经粗加工,加工余量为1mm。 2.加工内容 精加工差速器各级外圆及端面,分两个工步,见半精加工工艺示意简图(工步一)和精加工工艺示意简图(工步二)。精车保证两端轴承外圆表面粗糙度控制在Ra=0.8-1.6μm之间,车床及夹具以两端轴承位外圆表面粗糙度Ra=0.8μm的要求进行设计。 3.刀具设计 刀具的设计为可换刀片式。 4.加工零件材质 加工零件为铸造件(材质:球墨铸铁,零件硬度:HB170-230)。 5.定位和夹紧 以大端加工过的内孔Φ29(Φ30或Φ31)胀开自定心和右端的Φ29(Φ30或Φ31)内孔倒角位置顶紧定位,通过内孔的涨开自动夹紧工件,通过涨套摩擦力驱动工件旋转,涨套兼顾耐用有可靠的防滑措施,加工过程中工件与涨套间无相对转动。手动上下工件,液压自动夹紧。夹具内涨套的拉杆、弹性套、尾座顶尖需要有足够的刚性和强度,并且有足够的耐磨性。 弹性套要求弹性屈服性能好,有可靠的寿命并易于更换;尾座顶尖需要足够的强度,锥度不能小于莫式4号,顶尖头需要镶嵌硬质合金增加耐磨性;拉杆整体加工,能够承受足够的拉紧涨开力,可靠耐用,易于更换维修。 整体夹具要求定位可靠准确,保证加工过程中的不打滑,自动找正零件中心确保零件的加工准确均匀。可通过手工调整,无需精度测量就能满足快速换型生产(适应三种工件的生产)的要求。 案例二 ) Z1 L, t' C- s2 a1 g
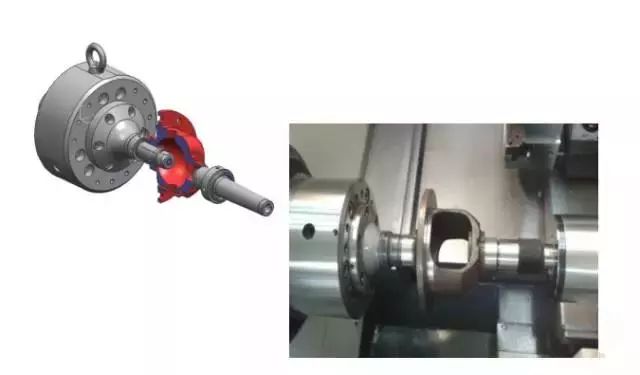
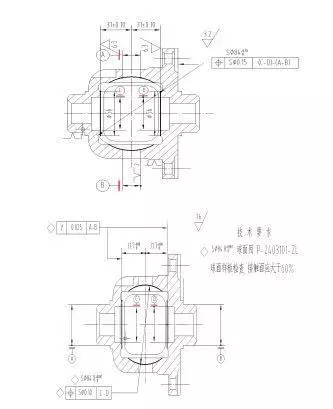
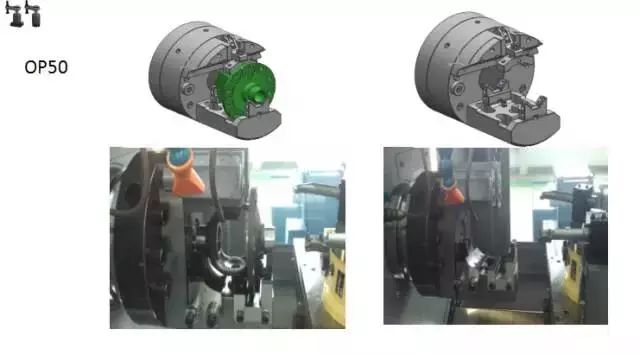
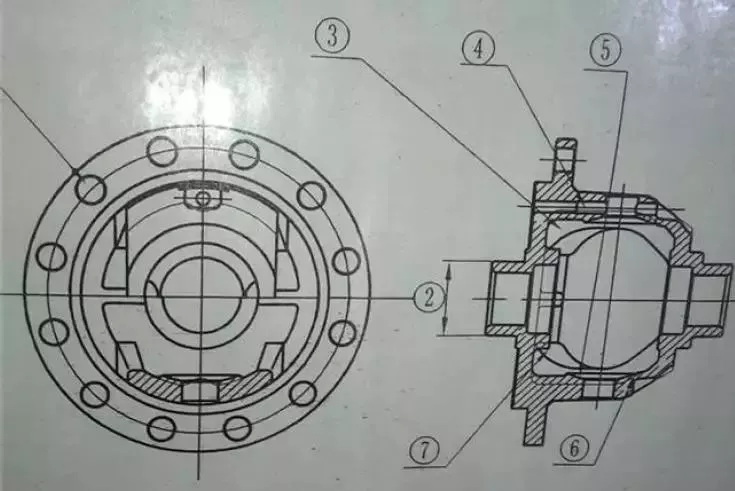
1.待加工零件状态 内孔已经粗加工至尺寸,两端外圆已经精加工,球面及齿轮安装面加工余量为0.5mm。 2.加工内容 差速器壳体加工生产线的第5序(OP50)精加工内球面Φ84以及齿轮安装面。 3.刀具设计 刀具设计为可换刀片式。 4.加工零件材质 加工零件为铸造件(材质:球墨铸铁,零件硬度:HB170-230)。 5.定位和夹紧 以大端轴承位Φ40以及Φ105定位夹紧。手动上下工件,液压自动夹紧。以Φ105外圆以及Φ40作为定位夹紧,角向定位以十字孔Φ17定位(用圆柱导向销),加工内腔球面以及齿轮安装面。 ▲差速器壳体装夹示意 案例三
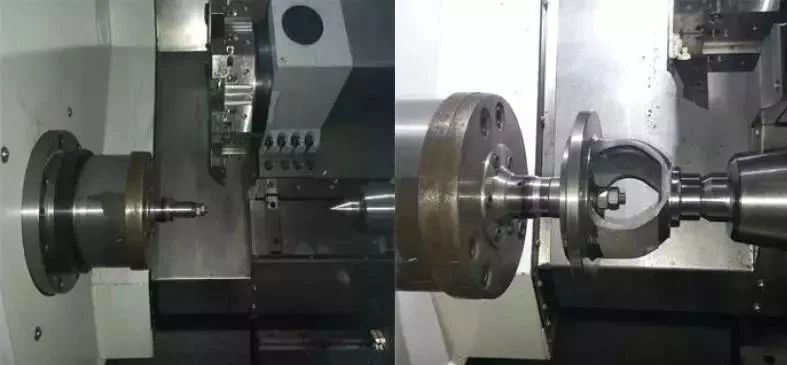
6 k$ x! G/ M5 Z" T" F1.零件基本信息 差速器壳体、汽配行业、材料为铸铁,采用i5系列机床与i5系统。 夹具单位:韩国SAMCHULLY浮动卡盘、台湾后拉卡盘、自制涨心夹头。 2.零件工艺性难点与解决方案 工艺问题: ▪保证工件装夹稳定; ▪要求OP10/OP20 节拍匹配,为自动线方案做准备; ▪保证OP30 同轴小于0.03。 解决方案: ▪定制进口工装夹具确保其稳定装夹; ▪更改加工工艺,由原来3 台机床(一台卧车两台立车)更改为两台立车加工,效率提升12%且节省约4平方占地; ▪OP10,OP20 与斗山立车对比为111s:122s/123s:130s。 3.现场零件、工装、特殊刀具照片等 4.零件切削程序分享 (来源机械社区) 2 `3 \% V9 {, I O' p; V8 l. z4 ^
| 

 发表于 2018-12-27 19:29:51
发表于 2018-12-27 19:29:51







 楼主
楼主