|
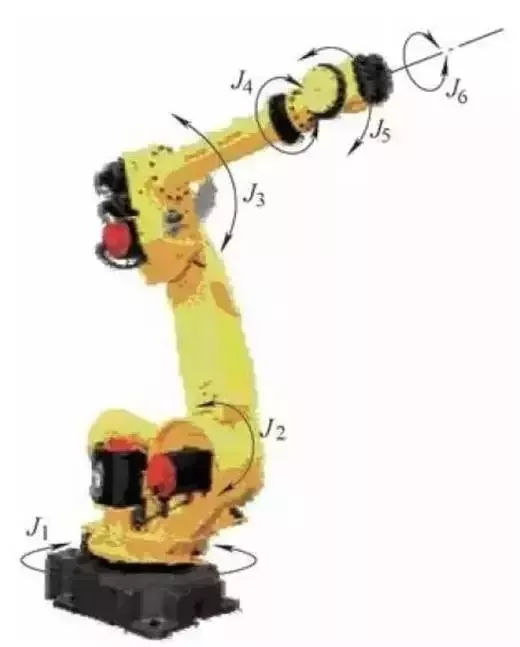
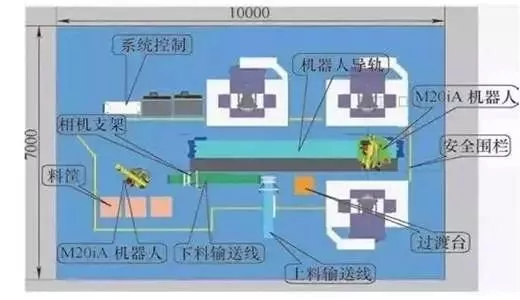
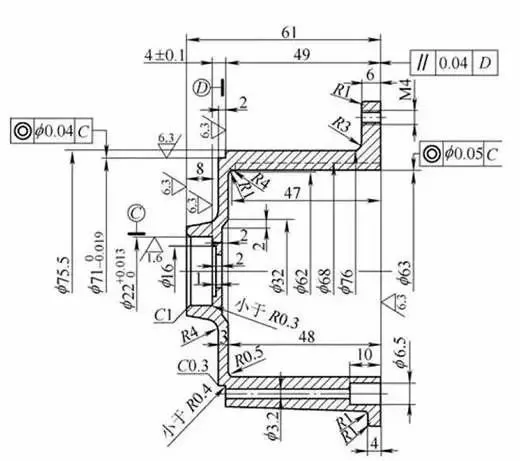
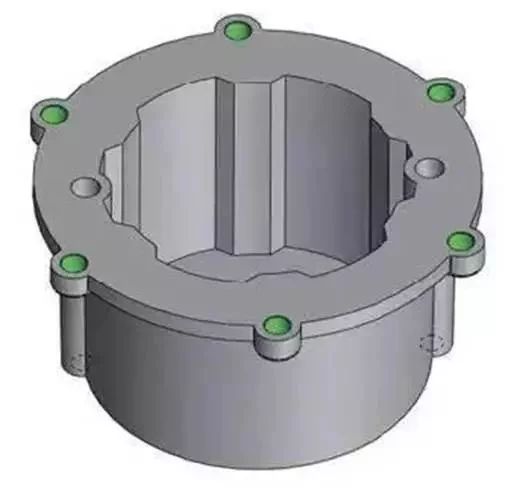
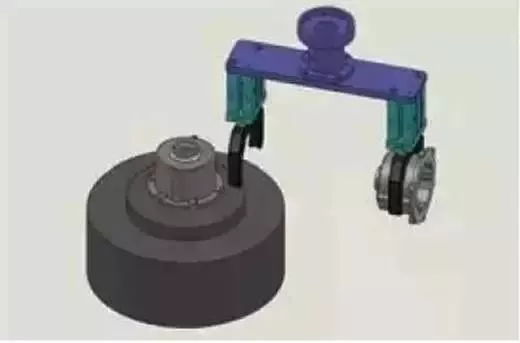
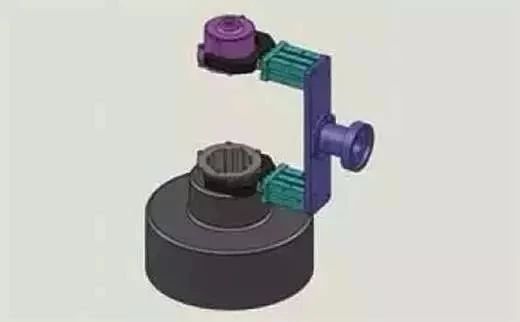
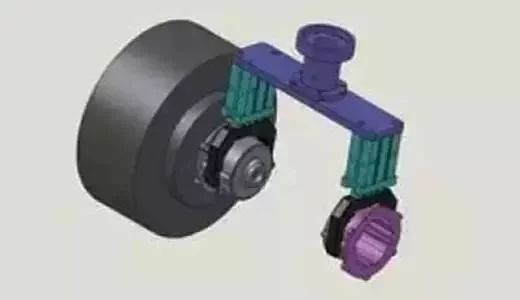
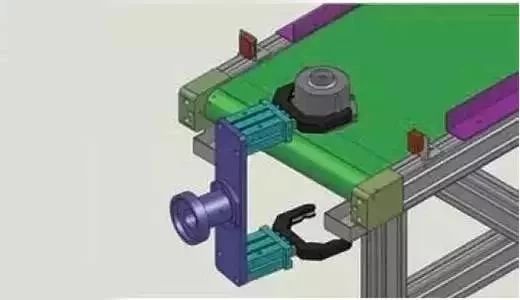
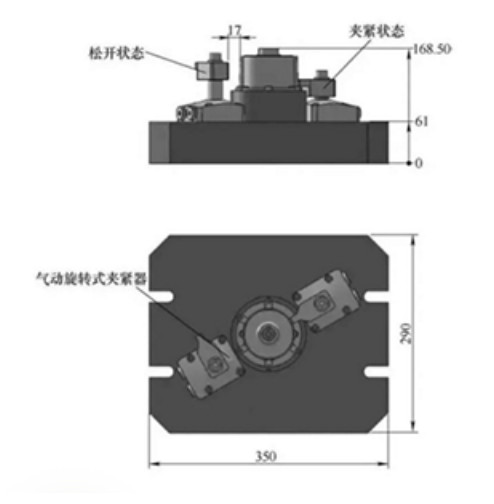
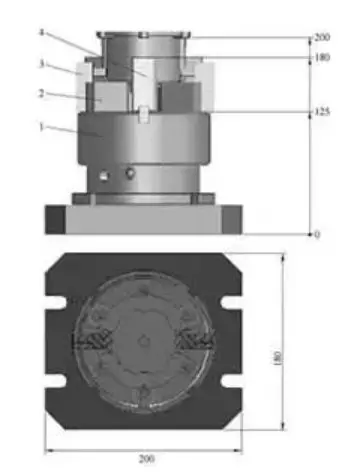
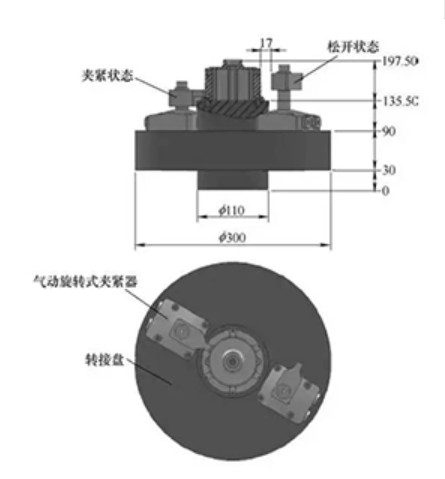
近年来,机床行业市场规模整体萎缩、产能过剩等问题日益凸显,机床工具产业正面临和经受调整转型的严峻考验。自2011年起,机床企业的净利润纷纷开始下滑,直到2017年机床全行业亏损企业占比仍达33.8%,当前中国机床行业上游成本加大、下游产品价格同步提升,使企业处于微利或亏损状态,而企业适应市场中高端需求的能力也不足。 与此同时,随着劳动力成本的上升以及企业智能化的转型,机器人市场却备受追捧。 图1 2012-2020年全球工业机器人销售额及增长率 除传统的焊接应用外,机器人在机床上下料、物料搬运码垛、打磨、喷涂、装配等领域也得到了广泛应用。金属成形机床是机床工具的重要组成部分,成形加工通常与高劳动强度、噪声污染、金属粉尘等名词联系在一起,高温高湿甚至有污染的作业环境使得这个岗位招人困难。工业机器人与成形机床集成,不仅可以解决企业用人问题,同时也能提高加工效率和安全性、提升加工精度,目前已成为大的发展趋势。 那工业机器人和数控机床是怎么配合工作的?又是需要哪些专用夹具是分别应用到机械手和数控机床上的?这里以FANUC机器人为例。 1、电机外壳加工生产线上的配合应用FANUC机器人在电机外壳加工生产线上的应用过程,采用机器人自动上下料技术及利用iRVision视觉系统,合理地规划机器人运动轨迹,把工业机器人搬运技术及数控机床加工技术有机地组合起来,实现自动装卸工件、自动码放加工成品,实现产品的高精度、高效率和低成本加工。 自动加工生产线配置了两台FANUC Robot M-20iA搬运系统机器人,其中一台机器人作为行走机器人R1,使用FANUC伺服电动机αiF12/3000控制,通过精密减速机、齿轮及齿条进行传动,重复精度高,可以轻松适应机床在导轨两侧布置的方案。 主要用于毛坯工件的抓取、机床上料、加工工序间工件抓取以及加工成品卸除并运送到传输带上。 另一台固定机器人R2结合FANUC独有的智能机器人技术(iRVision视觉功能),用于下料,在料筐里码放加工成品。 FANUC Robot M-20iA机器人各环节每一个结合处为一个关节点或坐标系,其外形及各关节位置如下图所示。 图2 2、自动加工线设备布置电机外壳自动加工生产线由上料输送带和下料输送带(分别配置iRVision视觉系统)、行走机器人R1(导轨式)、固定机器人R2、两台VM850立式加工中心、一台CLX360数控车床、成品料筐和系统控制柜等组成,各设备布置如下图所示。 图3 3、数控加工工艺工件为电机外壳, 如下图所示, 为大批量生产, 材料是ADC12铝合金。加工内容包含端面铣削钻孔、攻螺纹和内孔车削等内容。 图4 零件加工工序内容分配如下: (1)VM850立式加工中心1进行M4螺纹底孔钻孔、M4螺纹攻螺纹及铣削外圆凸台工序加工,如下图所示。 图5 (2)VM850加工中心2进行钻6个φ 5.5mm的通孔、孔口倒角工序加工,如下图所示。 图6 (3)CLX360数控车床进行内孔及台阶孔、孔口倒角工序加工,如下图所示。 图7 此外, 还需要设计专用夹具, 加工中心夹具采用内夹方式,数控车床采用外夹方式。 4、机器人自动上下料动作设计根据工件的外形特点设计机器人气动手爪部件,包含气动、传感器及机械部件等。工件加工工艺流程如下: ①毛坯工件摆放在上料传送带上。 ②行走机器人R1复合手爪抓取毛坯工件,行走到加工中心位置,将工件安装到加工中心的专用夹具上,如下图所示。 图8 ③待加工中心1加工完成后,行走机器人R1复合手爪取下工件,行走到加工中心2位置,将工件安装到加工中心2的专用夹具上,如下图所示。 图9 ④待加工中心2加工完成后,行走机器人R1取下工件到数控车床位置,将工件安装到专用夹具上,如图9所示。待工件加工完成后取下工件,机器人行走到工件翻转台位置,进行工件翻转、交换,如下图所示。 图10 ⑤工件在翻转台进行交换后,机器人R1把加工成品放置在下料传送带上,如图11所示,由机器人R2进行工件下料、自动码放在成品料筐中,如下图所示。 图11 至此, 结束一个完整的加工流程。各加工工序有相应的节拍,经过调整CNC加工程序以及机器人动作程序后,可实现数控机床加工与机器人上下料的完美组合。 5、专用夹具设计依据三台数控机床各自的加工工序任务,设计三套组合气动夹具,介绍如下。 (1)立式加工中心1专用夹具:立式加工中心1进行钻孔、攻,如下图所示。 图12 (2)立式加工中心2 专用夹具:立式加工中心2进行钻6个φ 5.5mm的通孔、孔口倒角工序加工,设计以气动三爪自定心卡盘夹紧工件,以两个弹性V形块定向的夹具,如下图所示。 图13 1.启动卡盘 2.支承块 3.弹性V形块 4.特制卡爪 (3)数控车床专用夹具:数控车床进行内孔及台阶孔、孔口倒角工序加工,设计以一面两销定位工件、以气动旋转夹紧器夹紧方式的夹具。 6、机器人、P LC与数控机床的接口为保证机器人与数控机床的安全配合,要建立机器人、PLC以及数控机床之间安全可靠的通信连接。 在硬件方面,通过屏蔽电缆将三者之间相应的输入与输出点进行连接。软件方面,通过机器人专用软件、PLC接口,采集机床和机器人当前状态,编写相应的符合上下料逻辑的控制程序,最终达到数控机床与机器人的有效通信。 重点需要处置紧急停止信号、数控机床准备完成信号、机器人手爪气动信号、数控机床夹具松夹信号以及安全门信号等,数控机床状态监控画面如下图所示。 图14 不仅是生产活动中,工业机器人代替人工在机床上进行两个行业领域也在用各自的优势互补。此外,中国机器人市场未来可预期的快速增长或也是上述机床行业纷纷涉足的关键原因之一。 机床是生产机器零部件的机器,简单地说就是生产机器的机器。数控机床是机床的数字化和智能化,主要通过数控装置发出信号,控制机床按图纸的要求,根据形状和尺寸,自动地将零件加工生产。数控机床较好地解决了复杂、精密、小批量、多品种的零件加工问题。说白了,就是机械零部件的生产从手工化,到机械化,再到数字化的应用过程。 而机器人是高精尖的高科技产品,核心或者关键零部件有丝毫的误差都会影响机器人的运动和操作精度。很多核心零部件比如伺服电机、驱动器、控制器、减速器等都需要精确度高的机床来生产,包括转盘、大臂、小臂、箱体、腕体等关键零部件也是靠机床完成得,即便人工和机械能生产出来,也很难确保产品的精确度。所以,只有确保关键技术和零部件的精确度,机器人应用和推广才有技术和质量基础。 (来源机械社区) 4 [6 F) d" f6 l: Y# C
| 

 发表于 2018-12-20 10:37:12
发表于 2018-12-20 10:37:12