|
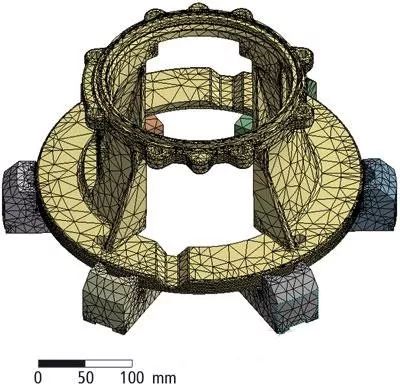
НвУивКбЙЗРжЙБфаЮзюМбЕФдЫгУЗНАИЃЁ ЙЄМўдкМаГжЙ§ГЬжаЛсВњЩњЖрДѓЕФБфаЮЃПВЛЭЌЕФМаГжЗНАИдѕбљШЗБЃЙЄМўЮЌГждгаГпДчЃПЯжгаЕФМаГжЦїаЕШчКЮПЩвдЕУЕНзюМбЕФдЫгУЃПЖдгкДЫРрЮЪЬтЃЌащФтМгЙЄПЩФмЪЧвЛжжгааЇЕФФЃФтЗНЗЈЁЃ ЭМ1 ФЃФтПЩвдПьЫйЗДгГГівЛИіЛЗзДЙЄМўБиаыШчКЮНгЪмМаГж КмЖрШЫЩшМЦЪІУцСйГЌДѓВПМўКЭГЌДѓГпЖШЯЕЭГЕФМгЙЄЃЌДѓЖрБШНЯжиЪгАВШЋЯЕЪ§ЁЃЕЋШчНёЃЌЦѓвЕЮЊСЫБЃГжОКељСІЃЌбаЗЂКЭЩшМЦШЫдБЫљУцСйЕФвЊЧѓИќЖрЁЊЁЊБиаыЫѕЖЬЩшМЦКЭЩњВњЪБМфЃЌНЕЕЭжиСПКЭНкдМФмдДЃЌЭЌЪБЬсИпВПМўКЭећИіЯЕЭГЕФОЋЖШЁЂФЭгУадКЭЪЙгУЪйУќЃЌНЕЕЭНЋРДЕФЮЌЛЄЗбгУЕШЁЃ ЖдДѓГпДчБЁБкЛђЬиБ№ИДдгЙЄМўЕФОЋШЗМгЙЄЭљЭљЪЧвЛЯюОпгаЬєеНадЕФШЮЮёЁЃвЛЗНУцМаГжСІВЛЕУГЌЙ§вЛЖЈЕФЯоЖШЃЌвдУтЙЄМўЗЂЩњБфаЮЛђЫ№ЛЕЃЌСэвЛЗНУцМаГжБиаывЊАВШЋПЩППЃЌвдБуЕжПЙзЁЧаЯїСІЕФзїгУЁЃВЩгУгаЯодЊЗНЗЈЃЈFEMЃЉЃЌПЩвдПДГіЙЄМўдкМаГжКЭМгЙЄЙ§ГЬжаЕФОпЬхБэЯжЁЃ ЭМ2 ЮЊСЫМьВтЙЄМўЕФзДПіЃЌдкЙЄМўЩЯЩшжУвЛИіЭј ФЃФтЙЄМўЕФМгЙЄзДЬЌдкФЃФтЕФЛљДЁЩЯЃЌПЩвдЩшМЦГіМаОпЁЂПЈЧЏЁЂМаГжИпЖШЁЂМаГжСІКЭзЊЫйжЎМфЕФзюМбДюХфЁЃЫќПЩвдЬсЙЉЙЄМўЕФЦЦЖЯЛњРэЁЂИеадЁЂЪйУќКЭеёЖЏЬиадЕШвЊЫиЁЃгШЦфЪЧеыЖдИДдгЭтаЮЕФЙЄМўКЭКмИпОЋЖШЕФвЊЧѓЃЈШчжсГаЁЂГнТжЁЂЮаТжЛњЭтПЧЁЂгЭИзЖЫЭЗКЭжЦЖЏЛЗЕШЃЉЃЌдчЦкФЃФтОпгаКмДѓЕФКУДІЁЃдкФЃФтЙЄМўдкМаОпЩЯКЭдкМгЙЄЙ§ГЬжаЕФБэЯжзДЬЌЪБЃЌжЛашЩйСПЪ§ОнЃК •ЙЄМўЕФ3DФЃаЭЃЌР§ШчCADЪ§ОнЃЛ •гаЙиВФжЪЕФЫЕУїЃЛ •ЧаЯїВЮЪ§КЭзюДѓМгЙЄзЊЫйЃЛ •ДјгаМаГжЕуЮЛЕФМаГжЪОвтЭМЃЛ •МаГжСІКЭМаЧЏСІЕФЩшЖЈжЕЃЛ •МаЧЏМИКЮЭтаЮЃЌР§ШчЙтЛЌМаЧЏКЭДЩзЉЕШЃЛ •ЛњЦїЩшБИЪ§ОнЃЌгаЙиМаГжгЭИзКЭаФжсЗжВМЕФЬиБ№ЫЕУїЁЃ ИљОнетаЉЪ§ОнЃЌЪзЯШвЊдкCADГЬађРяНЈСЂЦ№ЯргІгкМаГжШЮЮёЕФ3DФЃаЭЁЃШЛКѓдкFEMГЬађжаЖдВФСЯКЭМаГжНгДЅУцзіГіЖЈвхЃЌЭЌЪБЩшЖЈАќКЌЦ№ЪМКЭжежЙНкЕудкФкЕФИїИіНкЕуЭјТчЃЈЭМ2ЃЉЁЃдкКѓајЕФМгдиВНжшжаЖЈвхГіИїЯюБпдЕЬѕМўЁЃ Р§ШчдкЕквЛВНМгдиЙ§ГЬжаЃЌФЃФтЙЄМўдкЬиЖЈМаГжСІзїгУЕНЬиЖЈЕуЮЛЩЯЪБЕФБэЯжзДЬЌЁЃдкЕкЖўМгдиВНжшжаЃЌЬНОПЕБЙЄМўДІгка§зЊПЈХЬЩЯзїИпЫйа§зЊЪБдиКЩЕФБфЛЏЁЃЕкШ§ИіМгдиВНжшдђФЃФтЙЄМўдкМгЙЄЙ§ГЬжаЕФБэЯжзДЬЌЁЃ дкОЙ§ГѕВНМЦЫужЎКѓЃЌПЩвдЖдЕчЭјЕФЦПОБВПЮЛНјааЯИЛЏЃЌвдИФЩЦФЃФтНсЙћБэЪіжЪСПЁЃ3DИХЙлЭМЛђЖЏЛЭМЦЌПЩвдЧхЮњВћЪіУПвЛИіМгдиВНжшЃЌЫЕУїКЮжжОЖЯђЛђжсЯђБфаЮНЋЛсЗЂЩњЁЃ ГЌЙ§ЫљЪібгЩьМЋЯоЕФЫмадБфаЮЗЧГЃживЊЃЌвђЮЊЫќдкМгЙЄНсЪјжЎКѓЮоЗЈЛжИДЁЃДЫЭтЃЌПЩвдИљОнФЃФтНсЙћРДЦРХаВЩгУФГжжМаГжЗНАИЪЧЗёПЩвдДяЕНЬиЖЈЕФдВЖШЁЃ ЭМ3 GG25ж§ЬњЧ§ЖЏС§згЕФКьЩЋЧјгђдкМаГжЙ§ГЬжаЬиБ№ЪмСІ ФЃФтВЛЭЌЕФМаГжаЇЙћВЩгУFEMПЩвдЖдВЛЭЌМаГжКЭМгЙЄВЮЪ§ЃЌЩѕжСЖддкЙЄМўЩЯСІЕФВЛЭЌЕМШыЕуЮЛОљПЩНјааФЃФтЁЃжюШчСуЮЛМаГжТнЫЈПЩвджБНгХЁЕНЙЄМўЩЯЕФМаГжЗНАИвВПЩвдБЛФЃФтЁЃдкетРяЃЌFEMПЩвдЖдТнЫЈЕФЮШЖЈадКЭЙЄМўЕФБфаЮадзіГіБэЪіЁЃ ЭЈЙ§вЛдђР§згПЩвдБэУїЃЌНшжњгкFEMЖМПЩвдзіЕНЪВУДЃКЭЈЙ§ФЃФтПЩвдЖдGG25ж§ЬњВФжЪЕФЧ§ЖЏС§згЕФМаГжзДПіНјаабаОПЃКЫљвЊМьбщЕФЪЧЦљНёЮЊжЙОљВЩгУШ§ЕРЙЄађМгЙЄЕФБУЕФЧ§ЖЏВПМўЪЧЗёвВПЩвджЛВЩгУСНЕРМгЙЄЁЃЖдДЫЃЌдквЛИіБъзМЕФСљЧЏАкЖЏЦНКтПЈХЬЩЯНјааОЖЯђМаГжЪдбщЃЈЭМ3ЃЉЁЃ ЕквЛДЮФЃФтНсЙћЯдЪОЃЌ218f7ХфКЯжБОЖЩЯЕФдВЖШЮѓВюЃЈЙЋВюЗЖЮЇЮЊ0.048mmЃЉдкМаГжЁЂИпЫйГЕЯїКЭМгЙЄжЎКѓДяЕНСЫ0.054mmЃЌМДГЌГіСЫЙЋВюЗЖЮЇЁЃ дкЕкЖўДЮФЃФтЪдбщжаЬсИпСЫзЊЫйВЂЖдЧаЯїЪ§ОнНјааСЫЦЅХфЃЌетДЮЪдбщдђГЩЙІСЫЁЃНіНіЭЈЙ§БфЖЏМгЙЄВЮЪ§ЃЌМДПЩдкЯжгаЕФБъзММаОпЩЯЪЕЯжЖдЧ§ЖЏЕЦОпЕФМгЙЄЃЌетШЗЪЧвЛИіМЋДѓЕФГЩБОНкдМЁЃШчЙћУЛгаНјааетбљЯъЯИЕФFEMЗжЮіЃЌдђЪЧКмФбДяЕНетИіФПБъЕФЁЃ гЩгкFEMзмЛЙжЛЪЧвЛжжРэТлЩЯЕФМЦЫуЃЌПЩвдНЈвщдкФЃФтЕФЛљДЁЩЯНјаавЛДЮЪЕМЪЕФЪдбщЁЃдкДѓЖрЪ§ЧщПіЯТЃЌЪЕМЪНсЙћЭљЭљВЛЛсЦЋРыЫљМЦЫуЕФНсЙћЁЃЕЋШчЙћЪЧДуЛ№ЙЄМўЛђДјгаЩАЦЄЕФж§МўЃЌдђдкВФСЯЩЯЕФздМаГжгаЪБЛсЕМжТНЯДѓЕФВювьЁЃ
7 h% w) i/ O! `' S$ l" i | 

 ЗЂБэгк 2018-11-28 16:52:11
ЗЂБэгк 2018-11-28 16:52:11