|
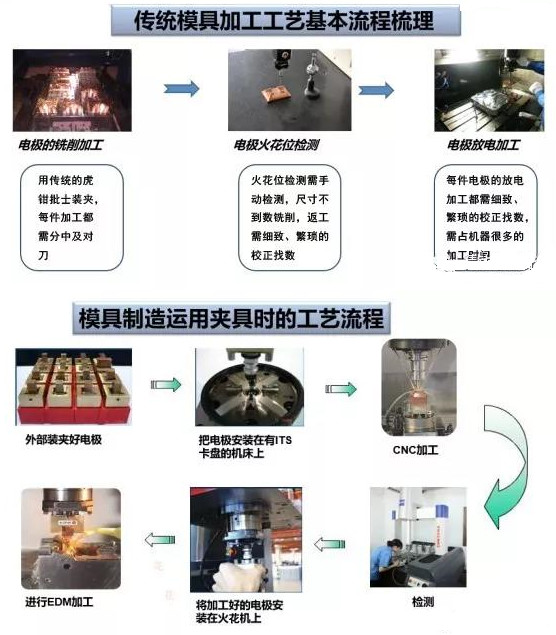
近十年来,我国模具行业一直在飞速发展。随着国民经济的迅速发展及人民收入水平的提高,消费市场对汽车、通信、电子、家电等消费品的需求快速提升,这些行业对模具的需求也就成为了我国模具行业迅速发展的重要推动力。模具行业也已步入了高速发展时期,但同时存在的问题仍不少。 目前我国模具生产总量虽然已位居世界第三,但设计制造水平、产品质量在总体上要比德、美等国家落后许多,模具行业是一个需长期积累经验的行业,技术上手难度较大,缺少相关专业人才,也缺乏自主创新的能力,解决这些问题刻不容缓。所以模具制造需要进行技术革新和标准化,提高制造水平和降低技术上手难度,解决这些问题。 而快速定位夹具广泛的运用令我们看到了希望。欧洲、美洲以及日本的塑胶模具制造中夹具的运用是基本的工艺,在中国国内的华南、华东等模具工业发达的地区夹具的运用也在60%以上,在内陆一些地区夹具的运用可以说是代表工艺的先进性,所以夹具运用是如今模具制造工艺中必然趋势。 模具制造投入夹具系统实现标准化的必要性——使用标准夹具前后的综合对比分析夹具系统,柔性快速定位夹具在模具制造行业已经是广泛的运用,也将会成为模具制造行业今后标准配备的标准件,而标准化前提也是往智能化转型的关键一环,严格品质品质管控的体系能为企业节省很多人力物力,并更加专注产品的设计和升级。 分析使用标准夹具前后的变化,进行各项综合对比对象有时间、人力、精度、返修难度、技术上手难度、流程会更清楚它的必要性。 使用标准夹具前: 时间:电极在CNC和EDM机器上的安装和调试时间较长,而且对人员要求较高,需要经验丰富的技术员才能完成,停机时间长大大减低效率。 人力:守在机器上操作的时间较长,没有更多的时间做分析、测量或其他相关工作。比如:加工完的工件的清洗、检测,上级临时分配的其他工作等。 精度:每个电极在工序轮转中都需拆卸,进行重复安装校正,精度较差而且由于人员的关系,导致精度也是会参差不齐。 返修:CNC加工后,电极火花位偏差大,重新装夹返修难度大、精度差、效率低,只能报废重做。 技术:人员的流失就是技术的流失,而新人接手是要熟悉的时间。 流程:传统加工方式,用最原始的装夹方式,各个工序间的轮转需要占用机器设备很大比重的加工时间,大大降低设备的效率。 以上几个要点都是靠人来进行保证,而且效率低、工艺复杂,在当下的竞争中会影响企业的发展。 使用标准夹具后: 时间:电极可在机外预装,且可以装夹多个,装夹简单、方便、快捷,减少停机时间大大提高效率。 人力:轻松面对2-3台机器的操作,不需花太多的时间和精力在安装调校上,这样员工工作强度降低,也能抽出时间做其他相关工作,充分利用和节约人力资源。 精度:排除人为因素,在工序轮转中的装夹靠夹具精密的重复定位精度进行保证,保证电极重复装夹微米级的精度。 返修:标准夹具进行装夹,可随时返机加工,节约成本。 技术:人员流动不会造成技术流失,任何人进行操作,效率和精度都是一样能够保证。 流程:运用柔性、精密、标准的快换夹具后,几乎不占用机器设备的加工时间,不仅提高设备的效率还能提高工件的精度,使整个工艺流程标准化。 ▲快速更换工装夹具 与未使用相比,使用标准夹具来实现标准化能使员工处于舒适的工作环境,降低操作的劳动强度和危险性。 总结一下,投入夹具来制造模具的诸多好处:● 减少工件装夹时间 ● 增加产量 ● 缩短模具交期 ● 节约人力资源 ● 生产有弹性 ● 工件的5面加工 ● 增加产品精度 ● 可实现自动化 ● 提高竞争优势 ● 机外预装,预调 ● 工件在不同机床上加工无需再夹紧 ● 一次装夹完成工件加工 ● 中继控制(可进行过程测量,无需再夹紧,提高成品率) (来源机械社区) 6 }1 V0 G8 N* Y, G9 H- X0 ]( L
| 

 发表于 2018-11-15 10:22:57
发表于 2018-11-15 10:22:57