|
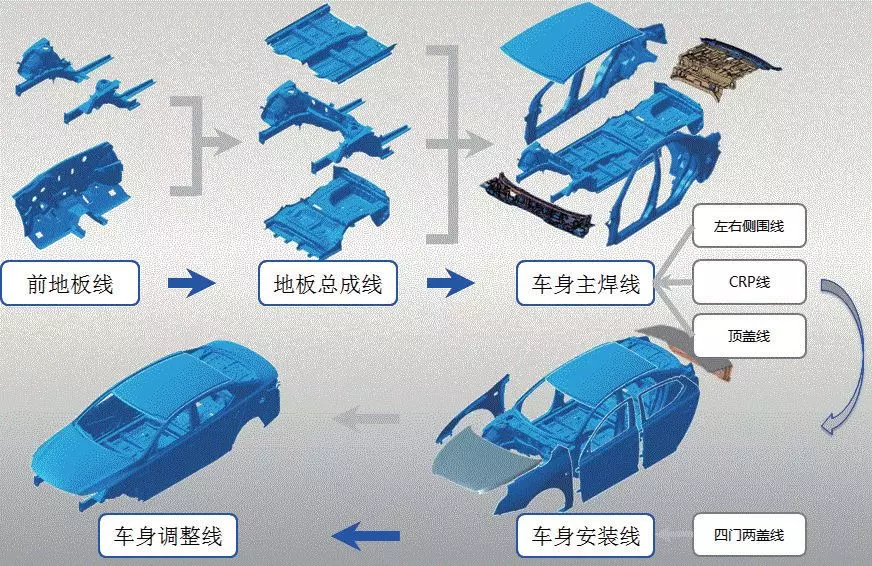
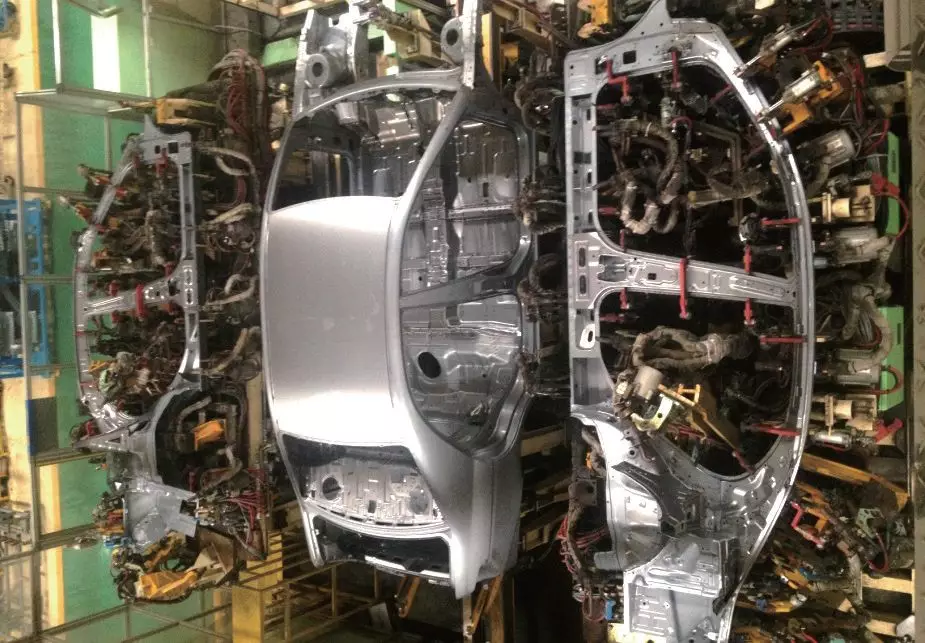
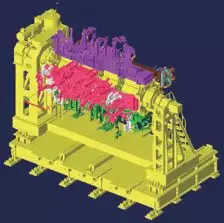
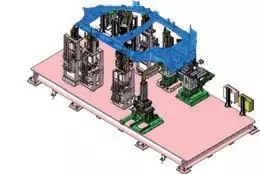
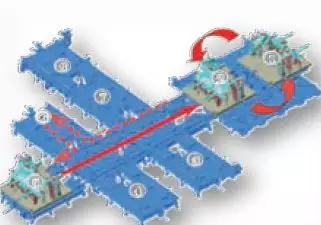
近年来,随着汽车行业固定资产投资稳步增长,在激烈的市场竞争中,柔性化生产线以其高自动化率、多功能,已经逐步替代传统的专用生产线。 车身工艺及车身生产线汽车生产有五大车间,PRESS SHOP负责将汽车钢板冲压成形,BODY SHOP负责将冲压车间的冲压件及其他部品组焊成BIW,然后转序进涂装,涂装对BIW进行防腐防锈及上漆处理,转序进总装,完成汽车制造。其中BODY SHOP的工艺,如图1所示。 图1 BODY SHOP生产工艺 传统车身专用生产线及其局限车身专用生产线针对单一车型开发(见图2),若再开发新车种生产时,就必须异地或迁移现有焊装线后重新建设焊装线。部件生产工序的每一个工位,都会有一套固定夹具,因此会带来一定的重复定位误差。如果车型更新换代或者被淘汰,生产线必须拆除重新开发。不论从设计角度,还是从市场角度,它都不再能满足如今消费者的多元化需求。 图2 专用生产线 柔性化生产线柔性化焊装线,是指在相同的地方同一条生产线上可以同时满足多个车种的生产,每次开发新车型时,只需增加部分专用设备,改造事先预置的通用设备,调试各种共用化程序。 图3 柔性化生产线 焊装生产线综合夹具焊装车间的主要生产方式包含:点焊、CO2保护焊、激光焊接及压力成形。相应的夹具都以组焊夹具形式出现,融合电气及控制技术,最大限度发挥柔性生产线的优势。焊装的夹具组,都是结合面定位、点定位、定位销定位以及夹紧定位的结合。本文主要介绍主线合成机、侧围台车、行李箱可移动旋转台等。 图4 柔性合成机结构 主合成工位,是柔性化生产的最关键工位,柔性化生产能够容纳的车型种类,取决于合成机的综合夹具。以图4和图5为例,合成机具备四套综合夹具。 图5 柔性合成机 台车夹具也是柔性化生产线的关键设备(见图6和图7),台车安装生产所需要的综合夹具,根据生产需要投入,跟随工件一起在生产线上流动。避免了重复定位的误差,配合现代化的机器人焊接,产品具备很高的一致性和稳定性。使得产品质量和精度都能得到有效的控制。 图6 侧围台车示意 图7 侧围台车生产 旋转台(见图8)具备两个以上的工作台,每一工作台安装一整套夹具。每个工作台,可以根据生产指令切换。旋转台包含上件工位与焊接工位。焊接工位进行焊接的同时,工人或者机器人可以完成上件工作。焊接完成以后,焊接工位的工件会由机器人运走,之后旋转工作台旋转。进行下一次的工作循环。 图8 行李箱盖旋转工作台的生产 柔性化生产的夹具切换柔性化生产线的实现,最关键的是在同一工位,可以实现不同车型夹具的切换。车身制造的过程中,根据不同的切换方法,可以分为整体切换、局部切换以及全伺服切换。 整体切换,生产工位具备多套生产夹具,是指在生产过程中,用旋转或者移动的方式,将一整套生产夹具,切换到生产工位。主要有旋转工作台切换,可移动旋转工作台切换,台车切换。 图9 台车切换方案 局部切换,主要发生在不同工件定位部分有大部分相同,只有局部有差异的情况。现代设计当中,许多经过市场检验,得到认可的设计都可以模块化,这样充分发挥了优秀设计的成果,缩短了开发周期。当进行产品换代的时候,只在局部定位有改变。相应的夹具,也只在局部有变更。在车身生产中,地板定位只需切换后轮罩部分定位,因此主线台车,往往会在轮罩部位进行局部切换。 图10 主线台车局部切换 理论上讲,足够精细的伺服夹具,可以根据数模,适用于各种车型。未来的伺服夹具,可以用一个工位,减少台车投入数量和夹具投入数量,大幅度节省空间。 2 s0 O4 h2 ~! H, W- {; }" g
| 

 发表于 2018-8-17 09:49:36
发表于 2018-8-17 09:49:36