|
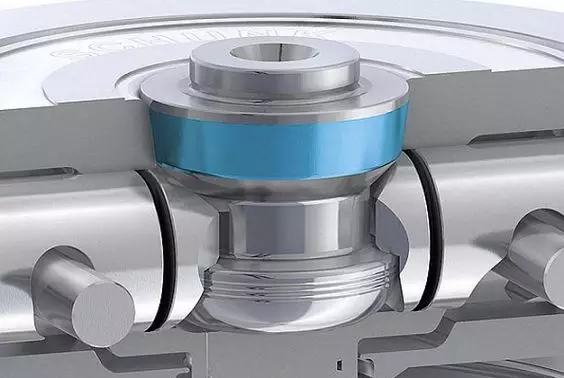
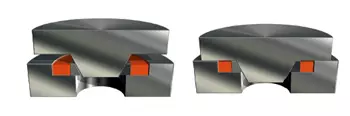
本篇内容将会分享:快换夹具常见的接口种类、接口选用原则、快换系统的视频讲解、以及零点定位系统在发动机盘环件中的应用。很多零件在加工中准确定位和安装一般需要停机辅助时间,而带机外定位找正的系统可以解决此弊端。 快换夹具常见的接口种类目前,市场上常见快换夹具的接口按形状分主要有:片状(EROWA、3R定位片),柱状(VB、JERGENS球锁、HAINBUCH、SCHUNK、AMF),短圆锥(HSK、EROWA的MTS托板系统及3R、AMF、SCHUNK零点定位),异形(3R的齿形)等。 图1 短圆锥接口 快换夹具的接口从原理上分主要有:微变形型(EROWA、3R的片状);精密配合型(VB、SCHUNK、AMF的柱状);过盈配合型(JERGENS球锁、HAINBUCH的柱状);过定位型(HSK的锥面组合)等。 图2 HSK原理接口 快换夹具接口选用的原则快换夹具接口选用原则最主要的是基准重合的原则: - 对产品加工精度高,切削力大的大型零件可选3R、 EROWA、AMF等零点定位系统,重复定位精度在0.002~0.005之间,其工装成本高;
- 对加工精度高,切削力轻(磨削,电加工等)的小型零件可选EROWA卡盘定位片系统,重复定位精度在0.005之内,其工装成本较高;
- 精度高的中小形零件可选用HAINBUCH定位销系统,重复定位精度在0.003之内,其工装成本较高;
- 对精度适中的大中小形零件可选用JERGENS球锁定位销系统,重复定位精度在±0.013之内,其工装成本较低。
; ]3 i9 z1 F, H7 E, G* p7 h
快换系统示例EROWA的MTS零点定位系统是一种模块化开放的定位夹持系统,可由单MTS卡盘组成单个托板化或多个MTS卡盘组成托板化,在机床工作的同时工件能在机外做好找正装夹准备。有定位夹持快速预览、自动清洁功能,可配合自动化生产线使用。 3 c$ V6 y' i5 H8 G, n
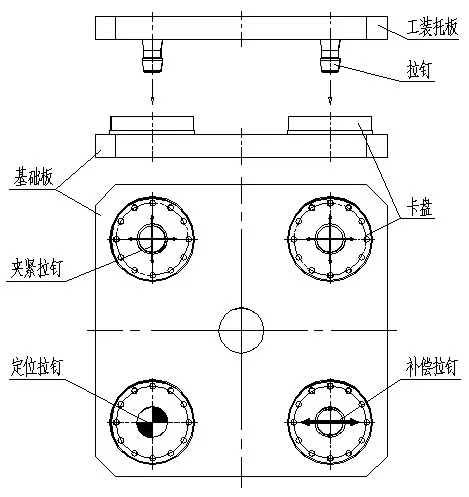
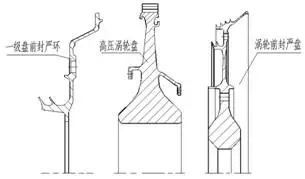
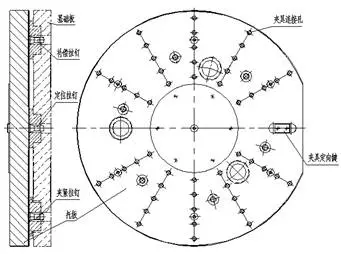
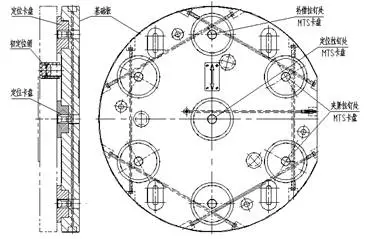
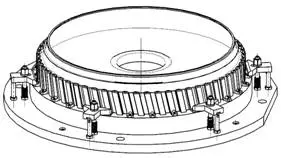
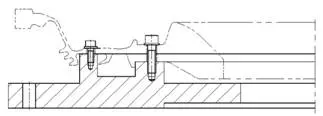
MTS零点定位系统组成示意如图3,其主要由卡盘、工装托板、定位拉钉、补偿拉钉、夹紧拉钉、基础板等组成。最简易的MTS零点定位系统可由两个卡盘、定位拉钉、补偿拉钉、工装和设备工作台组成,将卡盘安装在机床工作台上,定位拉钉和补偿拉钉直接装在工装上就可组成零点定位系统。 图3 MTS零点定位系统示意图 对于大型工件使用的MTS零点定位系统,可根据工件及设备具体情况任意组合,工装托板和基础板可以是圆形或方形,卡盘数量根据基础板大小来确定,除必须有定位拉钉和补偿拉钉来确定工装托板的位置外,其余卡盘处选夹紧拉钉,采用气动和液压操作,可实现自动锁紧和解锁。 零点定位在盘环件夹具中的应用• 盘环件的结构特征与工艺特点 图4发动机 发动机中各种盘、环类零件较多,有涡轮盘、整体叶盘、压气机盘、封严盘、封严环等,如图5所示,其共性特征是为圆环形,盘类零件外沿上为叶片或榫槽,中间为定位安装孔,孔与盘沿之间为带型面的辐板,型孔或有安装孔,封严环和封严盘类零件还有密封齿槽等。 图5 盘环件结构示意图 以高压涡轮盘为例,其主要的工艺路线为:毛料—粗车前后探伤端面—探伤—粗车前后端—粗车内型—车前后端基准—磨前后端基准—半精车前后端—精车前后端—拉削榫槽—铣前后端面型孔及槽—磨前后端基准—无损检测—特殊工艺—终检—入库。 • 零点定位系统在盘环件夹具中的应用 图6 带MTS卡盘的基础板示意图 盘环类零件在加工中使用的设备主要为各型数控车床和加工中心,零件的准确定位和夹具在设备上的正确安装所需辅助时间较长,造成设备停机等待。图6为带MTS卡盘的通用基础板示意图,其由基础板、7个定位卡盘、初定位销等组成,操作拉钉夹紧的油道采用暗油路。 图7 带MTS拉钉的工装托板示意图 图7为带MTS拉钉的工装托板示意图,装有定位拉钉和补偿拉钉各一个,其余装5个夹紧拉钉。 图8涡轮盘夹具示意图 图9 涡轮盘封严盘夹具示意图 图8为涡轮盘夹具示意图,图9为涡轮前封严盘夹具示意图,图10为带MTS定位系统的机外找正装置示意图。 图10 带MTS定位系统的机外找正装置示意图 工作时将通用基础板在机床工作台上找正安装好,把分别装夹有工件和夹具的托板定位夹紧在基础板上,开动机床就可加工。同时在机外,把第二个装有夹具的托板定位安装在找正装置上的基础板上,装上工件进行机外定位找正装夹,节约辅助时间。 ) p5 h0 e% l. D. E
| 

 发表于 2018-8-8 10:16:49
发表于 2018-8-8 10:16:49