|
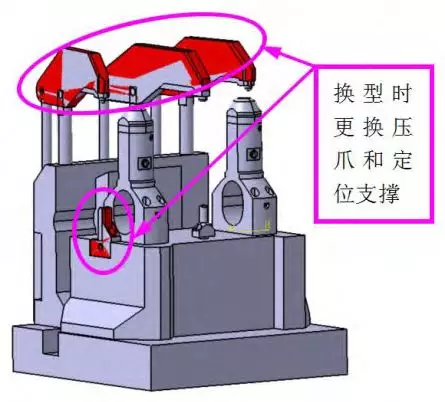
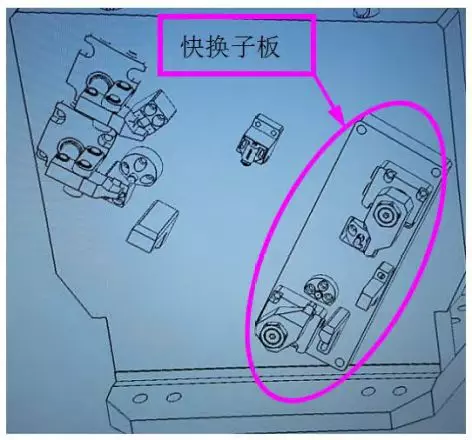
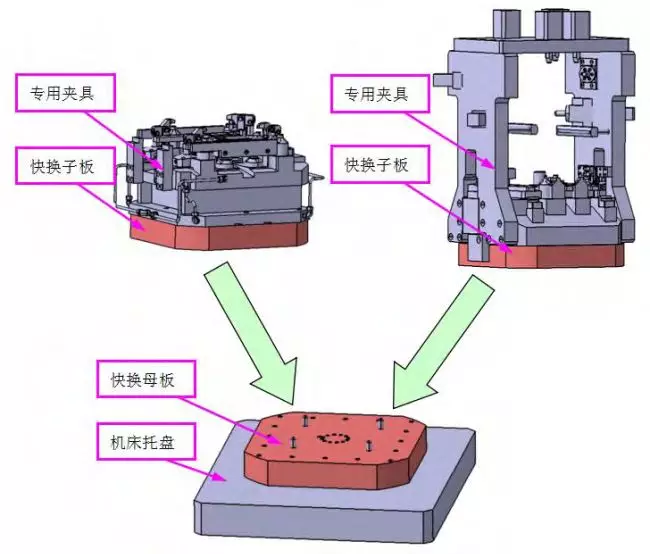
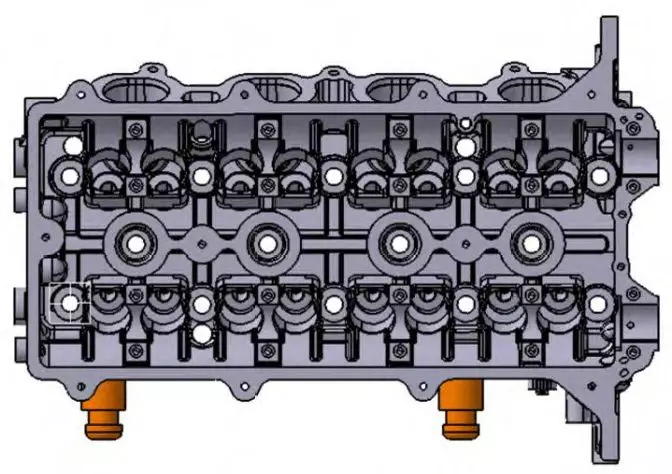
随着汽车制造业的飞速发展,发动机的更新换代速度加快,用于发动机制造的机加夹具柔性化程度要求也越来越高。在多品种机型共线时,一般会用到共用、快换、随行托盘、零点定位这四种技术方案,选择之前需要区别适用场景和特点。 方案一:共用夹具 该方案适用于换批生产,初期投入低,各机型的产品外型与工艺基准需最大可能的保持一致。夹具共用是现场最常使用的方式,即要求零件外型尽量相同,在零件设计阶段考虑销孔设计避让,或夹具设计时采用快速换销结构,换型时换销或夹爪等(如图1)。 图1 如机型外型允许则可采用快换子板来缩短换型时间(如图2)。 图2 方案二:快换夹具 该方案适用于产品换型周期长,初期投资低的情况。快换夹具对产品外型无特殊要求,只是针对某一机型的专用夹具,因夹具较重,换装时较为困难,若产品换型周期比较短,则不建议使用快换夹具。 图3 快换夹具示意如图3所示,专用夹具与快换子板固定在一起,快换母板与机床托盘固定在一起,换型时用专用工具吊起夹具与子板组合体,使之与母板对接即可。 方案三:随行托盘 该方案柔性高,初期投入高,适用于产品混线生产。随行托盘装在工件上随工件移动,工件与托盘通过螺栓固定,夹具仅夹紧在托盘上,工件与托盘定位的螺栓孔及销孔是在产品设计阶段设计出的专用孔位。当产品不同时,仅更换随行托盘即可实现共线生产。但由于托盘是随工件移动的,需要数量较多,所需随行托盘数量一般为生产线工位数的3-4倍。 图4 方案四:零点夹紧 该方案适用于产品换型频率较高,且零点位置需与产品设计基准重合。零点夹紧方案是近年来在德系车上应用较多的一种,由于发动机机型的变更,为保证较大的生产线柔性,在产品设计阶段,设计出2-4个零点定位孔,用于零点定位,零点销通过螺纹连接固定在工件上。 图5 不同类型的定位销 零点销随工件移动,夹具上设计有夹紧零点销的机构。对于不同的机型,仅设计相同的零点定位孔则可实现产品在机加设备上的共线,不需更换工装,若无法设计相同的零点定位孔,也可用采用转接板来实现共线生产;对于产品的加工精度,零点夹紧系统同样能保证,这一点已在实际生产中得到验证。 图6 工件上置入零点定位销 传统的发动机缸体、缸盖夹具具有以下特点:框架结构,刚性好;重量大;不易安装,定位精度较高;液压驱动,保压设计;复杂程度高;不能重复使用;专机专用;自动化上下料困难;夹持点多,夹紧监控复杂等。 图7 零点夹紧销原理 零点快换夹持系统具有以下特点:单面拉紧,一面夹持,五面加工;缸盖为框架结构,刚性好,拉紧无变形;夹具极为简化,定位夹紧销寿命长,一年免维护;避免因夹具干涉而加长刀具,刀具刚性好,标准化高;适合自动上下料;集成监控保证工艺可靠;与压装、检验、质检兼容;适于柔性换线等。 以上几种共线夹具方案各有优缺点,需根据生产纲领、设备投资、换型时间等项目灵活选择或组合,以扬长避短、实现效益最大化。
9 s# I$ ^, w# Z; U$ i, N; J | 

 发表于 2018-8-1 09:58:52
发表于 2018-8-1 09:58:52