|
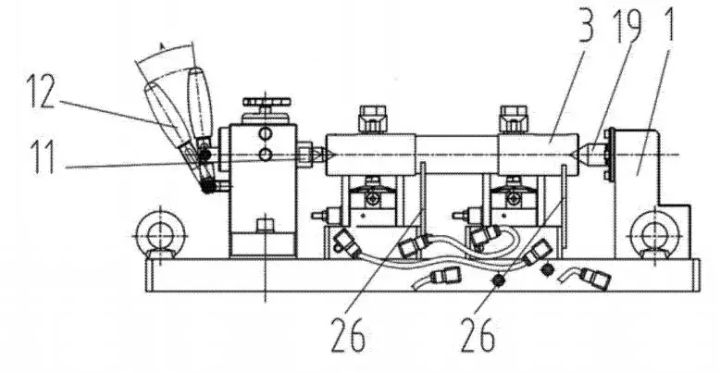
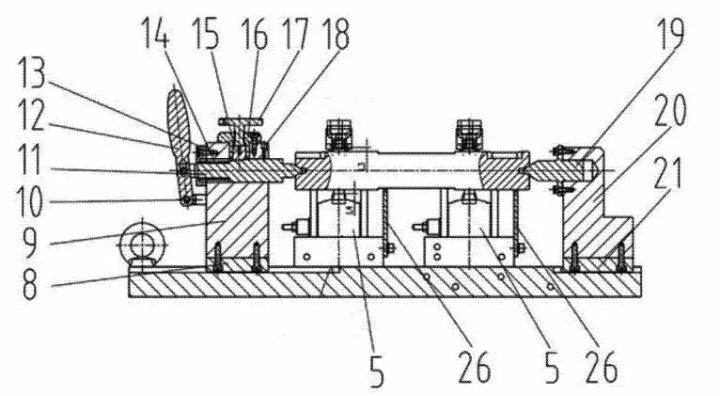
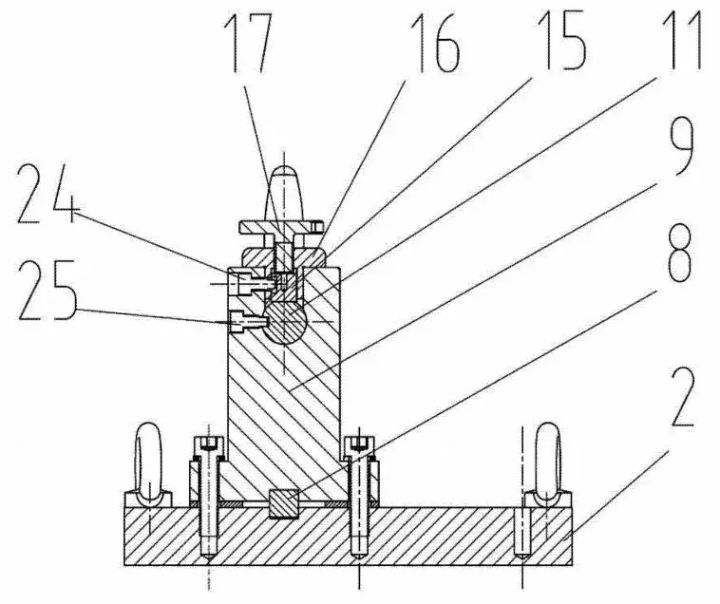
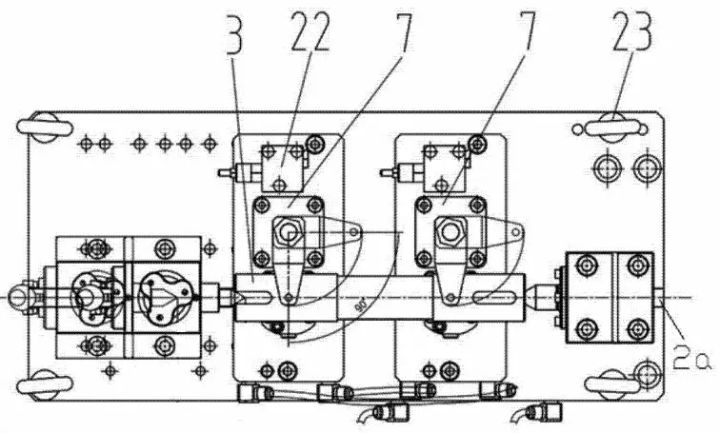
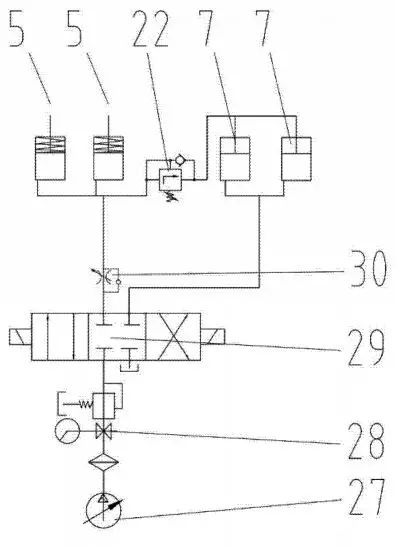
前言 在加工机器人传动轴的键槽时,用普通夹具例如虎钳加持零件,容易造成轴向、径向定位不准,零件表面容易夹持破损,装夹基准不容易定位,使得对刀、编程不方便。不仅增加装夹辅助时间,浪费工时,而且每次装夹基准面不准确,会导致键槽的对称度不合格。 针对此技术问题,有一项工业机器人传动轴键槽加工夹具的设计专利,能够实现传动轴的快速装夹,降低辅助加工时间,且定位精度高。 技术方案 在夹具底板右上端设置固定尾座,夹具底板上端中部对称安装有两个油缸底板,两个油缸底板的上端前部均安装有顶紧缸,后部为压紧缸,右侧设有V型支架。夹具底板的上端左部安装有顶紧尾座,四个拐角处均安装有吊环。 图1 夹具立体结构图 1.固定尾座 2.夹具底板 3.传动轴 4.油缸底板 5.顶紧缸 6.顶紧尾座 7.压紧缸 在进行键槽加工之前,需要先加工出端面中心孔,因此利用固定尾座、顶紧尾座的配合,分别顶在传动轴的端面中心孔处,实现轴向定位;利用V型支架和顶紧缸实现对传动轴的下方外圆面的支撑,再利用压紧缸压紧实现径向定位。 图2 夹具工作主视图 1.固定尾座 3.传动轴 11.顶紧尾座顶尖 12.手柄 19.固定尾座顶尖 26.V型支架 夹具底板的左、右上端设有与夹具底板长度方向平行的左、右滑槽,顶紧尾座与左滑槽相配合。从而可实现固定尾座、顶紧尾座分别沿着滑槽的方向调节固定尾座、顶紧尾座之间的距离,以适应不同尺寸的传动轴进行键槽的加工。 图3 夹具内部结构 5.顶紧缸 8.短定位块 9.顶紧尾座支块 10.支块 11.顶紧尾座顶尖 12.手柄 13.法兰 14.压缩弹簧 15.楔形块 16.中间法兰 17.拧紧螺母 18.油塞 19.固定尾座顶尖 20.固定尾座支块 21.长定位块 26.V型支架 固定尾座包括固定尾座顶尖、固定尾座支块和长定位块,长定位块卡装在右滑槽内,利用固定尾座顶尖顶在工业机器人传动轴的端面中心孔处,再与顶紧尾座相配合,即可实现对工业机器人传动轴的轴向定位,利用长定位块与右滑槽的配合,可根据实际长度调整距离。 图4 顶紧尾座、夹具底板链接结构 2.夹具底板 8.短定位块 9.顶紧尾座支块 11.顶紧尾座顶尖 15.楔形块 16.中间法兰 17.拧紧螺母 24.楔块定位销 25.顶尖定位销 顶紧尾座包括短定位块、顶紧尾座支块、支块、顶紧尾座顶尖、手柄、法兰、压缩弹簧、楔形块、中间法兰、拧紧螺柱、油塞、楔形块定位销和顶尖定位销。 图5 夹具工作俯视图 3.传动轴 7.压紧缸 22.顺序阀 23.吊环 图6为此夹具的油路原理图,液压站通过管路将液压油接入到压力表和电磁阀上,由电磁阀通过管路接入到减压阀上,减压阀与顶紧缸相连通,顶紧缸通过管路经过顺序阀后接入到压紧缸的一端接口处,电磁阀通过管路接入到压紧缸的另一端接口处。 图6 夹具油路原理图 5.顶紧缸 7.压紧缸 22.顺序阀 27.液压站 28.压力表 29.电磁阀 30.减压阀
| 

 发表于 2018-6-26 10:29:47
发表于 2018-6-26 10:29:47