|
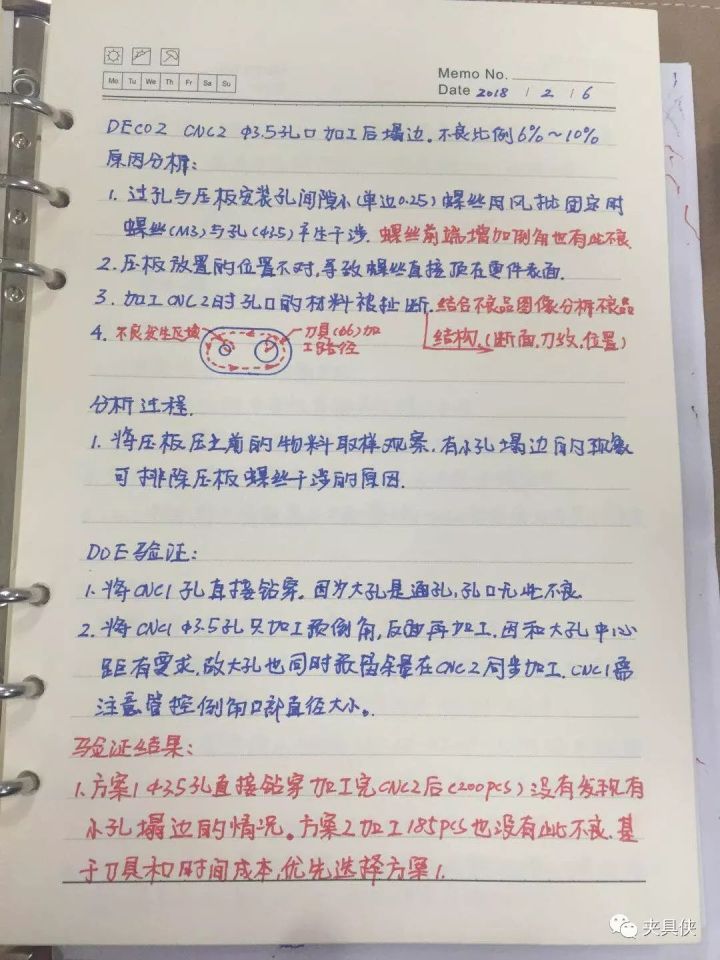
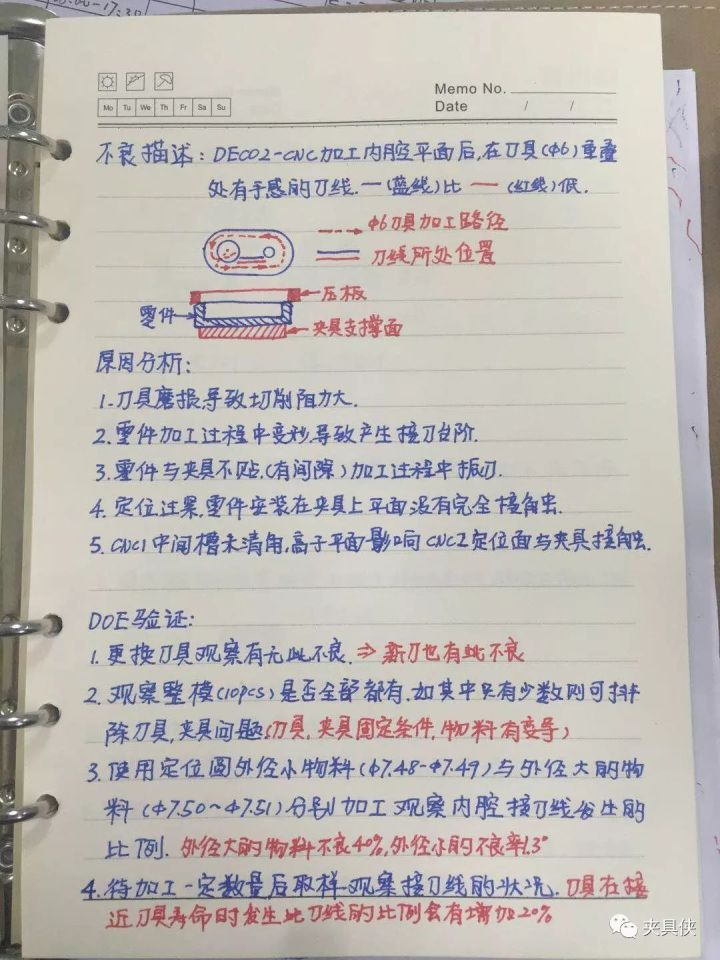
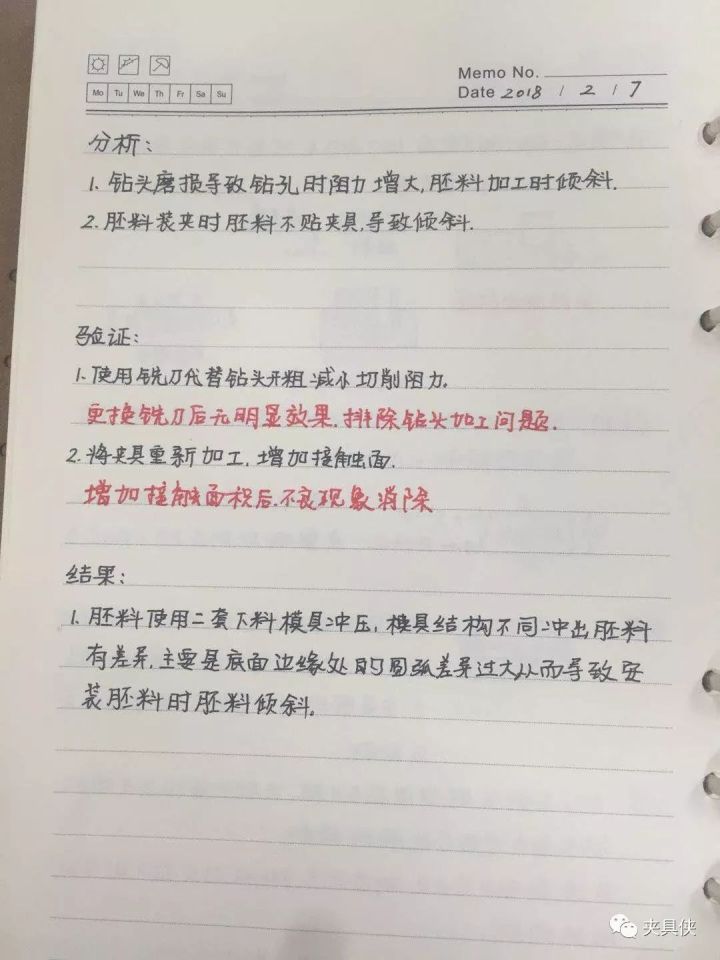
由于3C零件有着批量大、加工时间短、生产整体周期长等特点,在夹具设计时需要考虑得非常全面。本期夹具侠直播为大家请到了夹具大牛风华老师为大家带来大批量生产夹具的应用案例分享。 通常需要首先确定完整的工艺流程,再根据工艺设计整体的夹具设计路线。由于生产周期比较短,基本上除了苹果的夹具的生命周期大概只有3个月。所以夹具设计的时候需要考虑后续零件的通用和夹具的成本问题。 图1 手机按键 如图1的手机按键,使用整体集中排版的方式进行加工,一台设备加工6片,以提高零件的生产效率,这种按键类一般会使用统一的夹具来进行生产,坯料使用冲压进行开粗。 图2 按键通常的加工工艺为:CNC1加工正面键帽、喷砂、阳极1 高光、CNC2加工背面、冲压下料、镭雕、组装TPU、全检。 按键一般有2个音量键和电源键,共用一个夹具。在夹具设计上需要考虑零件的变形,碰伤,压花等问题的预防,由于会经过阳极,工序夹具定位需要考虑阳极后定位孔的直径变化,通常氧化孔径会增加0.01左右。 在零件切成一个一个后,后面需要镭雕组装等一系列的动作。所以相应的夹具也要同步进行设计。 尽量能做成流水线的的形式,零件一次装上夹具完成镭雕,点胶,组装等动作。这样可以节约人工提高加工效率。 按键的夹具相对镜头圈装饰件的夹具简单些。铝按键的加工基本上不会有披锋。 图3 镜头圈夹具设计 A镜头圈为铝合金,工艺流程为CNC1喷砂、阳极高光、CNC2清洗、镭雕、清洗、点胶、组装焊接。 B镜头圈为SUS 316L,工艺流程为冲压坯料、CNC1 CNC2清洗、抛光、PVD镭雕、组装焊接。 图4 外观不良产生 CNC1为了高效率低成本,夹具设计上会用比较简单的螺丝固定,因为螺丝固定具有成本低,夹具架构简单,夹具体积小等优点。由于坯料是冲压的会带点锥度,为了防止加工的时候飞料,通常有2种办法,第一将夹具加工点锥度,第二将夹具的底部区域增加一个T槽。 CNC2有外观面,不能有压伤碰伤等不良,所以设计的时候需要重点考虑压伤。 图5 图5的夹具看似很简单,里面需要注意的很多地方。第一,固定用的螺纹孔必须全部钻穿。因为如果是盲孔加工时切屑和切削油会在孔里面,作业时风枪一吹到处都是。夹具热处理的基本上螺纹不会坏。 压块由于直接接触零件外观面,为了减少压伤我们将压块的接触面积减少。 图6 为了方便我们后续的清洗和抛光我们设计了一个专用的周转盘。 CNC2下机后直接清洗,抛光和PVD后,我们回来打镭雕。为了减少镭雕的人力我设计了一个可以直接从这个周转盘转的夹具。 图7 这样可以减少人工摆盘的时间。 图8 打完后再转到周转盘上,这样可以节约很多的人工。 图9 摆盘需要5个人才能满足一台镭雕机的节拍,改了这个夹具后2个人就可以完成所有的镭雕动作,镭雕完后需要进行组装。 点胶组装会设计一套点胶后组装然后焊接的夹具,以实现一次装夹多工位使用。为了节约上下料的时间,材料大多使用符合材料,比如铝加POM或者ABS 电木等材质 以免压伤零件。 非常感谢风华老师的精彩分享,本期直播夹具侠还为大家带来了小惊喜——风华老师的日常工作笔记。 风华老师笔记
, y# [$ A& \5 D& A/ B | 

 发表于 2018-2-22 16:25:47
发表于 2018-2-22 16:25:47












 楼主
楼主