本帖最后由 华源机械 于 2017-2-22 18:15 编辑 / t: q& @! n, I
/ w" X. j: R9 U7 ]& U
我公司现有一种销轴产品,常年加工,每月大约1-2万件。现在想根据目前的批量及产品要求,寻求最佳的加工工艺,/ J% g2 i7 T) m7 t9 p! ^# m$ A. K
并且达到最少的设备投入,最低的加工成本。5 \# z7 c1 Y, P1 Y( q
我公司从事汽车零部件加工多年,位于山东中部地区,我
" g% i" U) l( @7 H& k& j0 W4 A) h们当地机械加工行业技术工工资每天大约在120-150元。 Y! X* f' i( V: F) O; ?0 ?
现有的相关加工设备有数控锯床一台、数控车床6140数台、
7 }8 O/ u4 B" G4 J2 n; P8 K8 t8 Z6150数台、无心磨床一台,摇臂钻床数台。. { G. J) P; K/ G
根据我公司现有的设备如何制定加工工艺能达到最低的加工# v6 p, ` J( X
成本,如果目前的加工设备效率太低,如何再进行设备配置。2 G3 t; S" |# |9 Q( ~; c2 Z
另外针对该产品,设想能否实现半自动化或者无人化加工。
]( O/ q+ D- l希望各路高手出谋划策。% ?, C, g9 ~% K# A& c- h
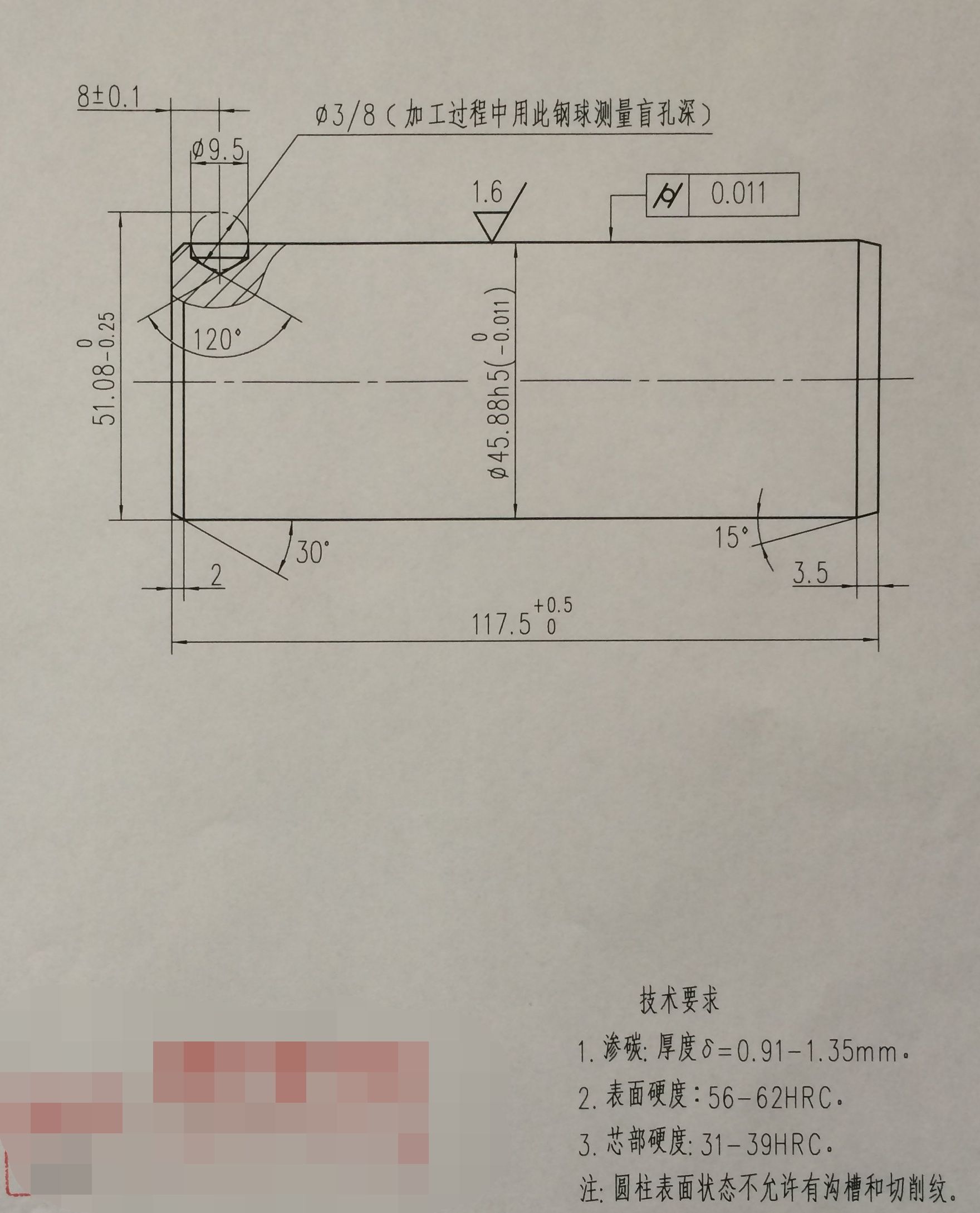
零件材质为:20CrMnTi,具体图纸如图。& Z2 E' s. m% N! K* p6 W
" O4 n6 @/ h A. r' U7 J
& L3 h) ~3 K0 B$ b/ S* z. O. o$ s! b
|


 发表于 2017-2-22 18:13:35
发表于 2017-2-22 18:13:35
 楼主
楼主