4 K. r: L2 g9 G1 _8 {8 p
ЙњВњзАдиЛњжївЊВЩгУвдЯТ3жжБфЫйЦїЁЃеМжїЕМЕиЮЛЕФБфЫйЦїЪЧЃКЫЋЮаТж4дЊМўБфОиЦї+2Нј1ЭЫаааЧЪНБфЫйЦї(ЮЊСЫЫЕУїЗНБуЃЌГЦЮЊБфЫйЦїA)ЁЃИпЕЕзАдиЛњжажївЊЪЧВЩгУЕТЙњZFЙЋЫО(НјПкЛђСјжнКЯзЪЩњВњ)ЕФБфЫйЦїЃКЕЅЮаТж3дЊМўБфОиЦї+4Нј3ЭЫЖЈжсЪНБфЫйЦї(ЮЊСЫЫЕУїЗНБуЃЌГЦЮЊБфЫйЦїB)ЁЃВПЗжзАдиЛњГЇМвЛђВПЗжВњЦЗВЩгУЕФЙњВњБфЫйЦїЃКЕЅЮаТж3дЊМўБфОиЦї+4Нј4ЭЫЃЌ4Нј2ЭЫЛђ3Нј3ЭЫЖЈжсЪНБфЫйЦї(ЮЊСЫЫЕУїЗНБуЃЌГЦЮЊБфЫйЦїC)ЁЃ
8 {7 N4 W2 F0 q1 i3 e
2 A5 J7 ^; V% S8 E' ]
БфЫйЦїAвђгаГЌдНРыКЯЦїздЖЏЖдБфОиЦїЕФIЮаТжКЭЂђЮаТжНјааЖЏСІећКЯЪфГіЃЌЪЙБфОиЦїФмЪЕЯжжидиКЭЧсдиСНжжЙЄПіЕФздЖЏзЊЛЛЃЌЪЕМЪЩЯДЫжжБфЫйЦїОпга4Нј2ЭЫЕФЕВЮЛЃЌвђДЫВЩгУЫЋЮаТж4дЊМўБфОиЦїПЩМѕЩйБфЫйЦїЕФЕВЮЛЪ§ЃЌМђЛЏБфЫйЦїЕФНсЙЙЃЌгШЦфЪЧПЩМђЛЏБфЫйВйзнЛњЙЙЃЌжЛгУ1ИљБфЫйЪжБњМДПЩЪЕЯжЫљгаЛЛЕВКЭЛЛЯђВйзїЁЃЭМ1ЮЊДЫжжБфЫйЦїЕФДЋЖЏМђЭМЁЃЫЋЮаТж4дЊМўБфОиЦїБфОиБШДѓ(ЪЇЫйБфОиБШK0ПЩДя4вдЩЯ)ЃЌИпаЇЧјПэ(гаЫЋИпаЇЧј)ЁЃЭМ2ЮЊЫЋЮаТж4дЊМўБфОиЦїБфОиБШKКЭаЇТЪЕЖЧњЯпЁЃБфЫйЦїAвђгаГЌдНРыКЯЦїздЖЏЖдБфОиЦїЕФIЮаТжКЭЂђЮаТжНјааЖЏСІећКЯЪфГіЃЌЪЙБфОиЦїФмЪЕЯжжидиКЭЧсдиСНжжЙЄПіЕФздЖЏзЊЛЛЃЌЪЕМЪЩЯДЫжжБфЫйЦїОпга4Нј2ЭЫЕФЕВЮЛЃЌвђДЫВЩгУЫЋЮаТж4дЊМўБфОиЦїПЩМѕЩйБфЫйЦїЕФЕВЮЛЪ§ЃЌМђЛЏБфЫйЦїЕФНсЙЙЃЌгШЦфЪЧПЩМђЛЏБфЫйВйзнЛњЙЙЃЌжЛгУ1ИљБфЫйЪжБњМДПЩЪЕЯжЫљгаЛЛЕВКЭЛЛЯђВйзїЁЃЭМ1ЮЊДЫжжБфЫйЦїЕФДЋЖЏМђЭМЁЃЫЋЮаТж4дЊМўБфОиЦїБфОиБШДѓ(ЪЇЫйБфОиБШK0ПЩДя4вдЩЯ)ЃЌИпаЇЧјПэ(гаЫЋИпаЇЧј)ЁЃЭМ2ЮЊЫЋЮаТж4дЊМўБфОиЦїБфОиБШKКЭаЇТЪЕЖЧњЯпЁЃ
3 n: p8 Z/ P% a( Y
( h' N; X3 d: C O БфЫйЦїAвђгаГЌдНРыКЯЦїздЖЏЖдБфОиЦїЕФIЮаТжКЭЂђЮаТжНјааЖЏСІећКЯЪфГіЃЌЪЙБфОиЦїФмЪЕЯжжидиКЭЧсдиСНжжЙЄПіЕФздЖЏзЊЛЛЃЌЪЕМЪЩЯДЫжжБфЫйЦїОпга4Нј2ЭЫЕФЕВЮЛЃЌвђДЫВЩгУЫЋЮаТж4дЊМўБфОиЦїПЩМѕЩйБфЫйЦїЕФЕВЮЛЪ§ЃЌМђЛЏБфЫйЦїЕФНсЙЙЃЌгШЦфЪЧПЩМђЛЏБфЫйВйзнЛњЙЙЃЌжЛгУ1ИљБфЫйЪжБњМДПЩЪЕЯжЫљгаЛЛЕВКЭЛЛЯђВйзїЁЃЭМ1ЮЊДЫжжБфЫйЦїЕФДЋЖЏМђЭМЁЃЫЋЮаТж4дЊМўБфОиЦїБфОиБШДѓ(ЪЇЫйБфОиБШK0ПЩДя4вдЩЯ)ЃЌИпаЇЧјПэ(гаЫЋИпаЇЧј)ЁЃЭМ2ЮЊЫЋЮаТж4дЊМўБфОиЦїБфОиБШKКЭаЇТЪЕЖЧњЯпЁЃ
0 [% |- V3 I( z
; I z3 X" v- h7 B2 _, U$ ] ОЙ§ЖрФъЕФЗЂеЙЃЌЫЋЮаТж4дЊМўБфОиЦїЕФЩшМЦКЭЙЄвеЖМвбБЛИїЩњВњГЇМвЫљЪьСЗеЦЮеЃЌЛљБОЩЯУЛгаДѓЕФЙЪеЯЕуДцдкЃЌЕЋаЁЙЪеЯНЯЖрЁЃ2Нј1ЭЫаааЧЪНБфЫйЦїНсЙЙМђЕЅЃЌЮЌаовзбЇЃЌзАдиЛњЮЌаоШЫдБОЙ§ЖЬЦкХрбЕОЭФмЩЯИкЃЌВЛашвЊзЈУХЙЄзАМДПЩОЭЕиЮЌаоЃЌВЂЧвХфМўГфзуЃЌФмОЁПьЕиаоИДЛњЦїЖјВЛЕЂЮѓЙЄГЬНјЖШЁЃДЫБфЫйЦїВЩгУЛњаЕ--вКбЙБфЫйЗНЪНЃЌЭЈЙ§ЛњаЕЗНЪНжБНгВйзнБфЫйВйзнЗЇНјааБфЫйВйзїЁЃгЩгкГЌдНРыКЯЦїЕФзїгУЪЙжидиКЭЧсдиЙЄПіздЖЏзЊЛЛЃЌЪЙДЫБфЫйЦїЕФБфЫйВйзїжЛашЂђЕВЁЂIЕВЁЂПеЕВЁЂЕЙЕВЫФИіЮЛжУЃЌвђДЫжЛвЊ1ИљБфЫйВйзнИЫОЭФмЪЕЯжБфЫйЦїЕФЛЛЕВКЭЛЛЯђВйзїЁЃЕЋЙњФкЩњВњЕФ2Нј1ЭЫаааЧЪНБфЫйЦїгаЕуДжжЦРФдьЃЌгаЕФГнТжШШДІРэКѓВЛдйжДааГнУцЧПЛЏКЭФЅГнЕШЙЄвеГЬађЃЌМгЙЄЩшБИЯрЖдНЯТфКѓЁЂГТОЩЃЌВФжЪЯрЖдНЯВюЃЌЙЄзАЁЂЕЖОпЫЎЦНВЛИпЃЌШШДІРэЙЄвеТфКѓЃЌЮяСїЙ§ГЬПижЦВюдьГЩСуМўПФХіЁЂдрЮлЁЂвАТљзАХфЕШЃЌетаЉЯжЯѓЕФДцдкдьГЩДЫБфЫйЦїЙЪеЯЕуНЯЖрЁЂЗЂЩњЙЪеЯЕФЦЕТЪНЯИпЃЌбЯжиЫ№КІСЫЙњВњзАдиЛњЕФЩљгўЁЃ2Нј1ЭЫаааЧЪНБфЫйЦїжївЊВњЩњЕФЙЪеЯгаЃКГЌдНРыКЯЦїЫ№ЛЕ(дьГЩБфОиЦїВЛФмЪфГіжидиЙЄПі)ЁЂЬЋбєТжЛђаааЧТжБРГнЁЂЕЙЕВаааЧжсДмЖЏЧаЖЯжЙЖЏЕцШІЁЂвЛЕВаааЧжсДмЖЏЧаЖЯжЙЖЏХЬЛђТнЫЈЁЂжсГаЫ№ЛЕЁЂвЛЕЙЕВФІВСЦЌФЅЫ№ЛђБЛЬъГнЁЂУмЗтШІТЉгЭЛђЫ№ЛЕЁЂБфЫйБУЫ№ЛЕЁЂБфЫйВйзнЗЇПЈЗЇЛђЫ№ЛЕЁЂТЫгЭЦїЖТШћЛђЫ№ЛЕЁЂгЭЙмЦЦЫ№ЁЂЕЏЛЩЪЇаЇЛђЖЯСбЕШЕШЁЃ
' k' e% x6 v2 g/ r, O U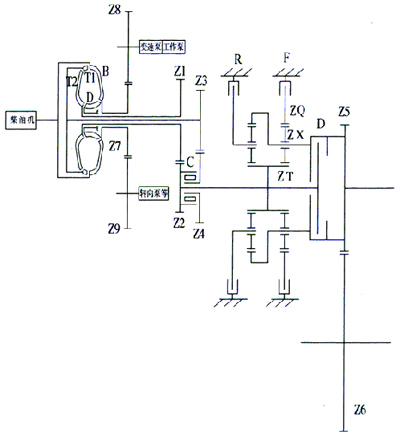 3 K3 n4 n, L. M% I2 `2 @
3 K3 n4 n, L. M% I2 `2 @ЭМ1 БфЫйЦїAДЋЖЏМђЭМ
0 y6 \$ o7 H% _4 y# S
 % n9 ]2 ?/ K, i+ x0 [+ s. g8 }
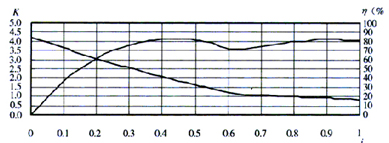
% n9 ]2 ?/ K, i+ x0 [+ s. g8 }ЭМ2 ЫЋЮаТжЫФдЊМўБфОиЦїБфОиБШKЁЂаЇТЪІЧЧњЯп
# V( k6 B' H7 |/ F
 ; Q5 w( N1 N( y
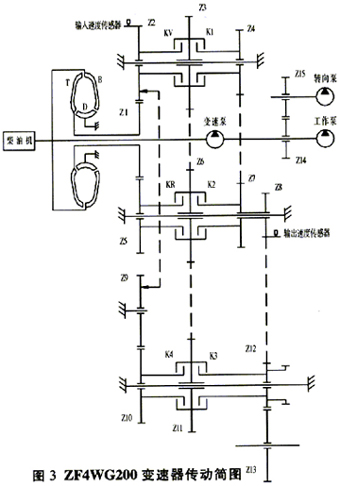
; Q5 w( N1 N( y БфЫйЦїBЪЧвЛжжБШНЯПЩППЕФБфЫйЦїЃЌЭМ3ЮЊZF4WG200БфЫйЦїЕФДЋЖЏМђЭМЁЃДЫБфОиЦїЕФЬиЕуЪЧВЩгУГхКИаЭвЛЬхЛњаОЃЌНсЙЙНєДеЃЌЕЋЕМТжзљЩЯУЛгаЕВШІЖдЕМЯђТжНјааПЈЮЛЃЌвђДЫЗзЊБфЫйЦїЪБгаПЩФмЪЙБфОиЦїЛњаОЕєТфГіРДЁЃЯрЖдЫЋЮаТжБфОиЦїЃЌЕЅЮаТжБфОиЦїБфОиБШвЊаЁаЉ(ЪЇЫйБфОиЦїБШK0вЛАуаЁгк4ЃЌШчZFWG200ЕФK0жЕЮЊ2.55)ЃЌИпаЇЧјвЊеаЉ(жЛгаЕЅИпаЇЧј)ЁЃ
. L! ^" [8 n! A* i' c& k
 + ?- S( m1 \% E9 p+ x% {) p
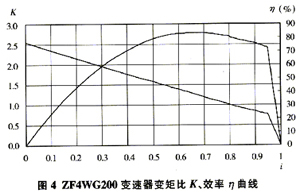
+ ?- S( m1 \% E9 p+ x% {) p ЭМ4ЮЊZF4WG200БфЫйЦїЕФБфОиБШKКЭаЇТЪІЧЧњЯпЁЃДЫБфЫйЦїЕФЬиЕуЪЧГ§СЫЪфШыКЭЪфГіжсЃЌЦфЫќжаМфжсЖМЪЧЙЬЖЈВЛзЊЕФЃЛБфЫйБУВЩгУаЇТЪНЯИпЕФФкФіКЯГнТжБУЃЌВЂЧвАВзАдкПЧЬхФкЃЛВФжЪЬиЪтЖЉжЦЃЌВЩгУбЙДуЕШШШДІРэаТЙЄвеЃЌГнТжВЩгУФЅГнКЭГнУцЧПЛЏДІРэЕШЃЌЙиМќСуМўОљЮЊНјПкЃЌМгЙЄЩшБИЁЂЙЄзАЁЂЕЖОпЕШБШНЯЯШНј(ШчПЧЬхВЩгУНјПкМгЙЄжааФНјааМгЙЄ)ЃЌЩњВњЛЗОГећНрЃЌзАХфВЩШЁЯШНјЕФЙЄвеЁЂЙЄзАЁЃЛЛЕВПижЦВЩШЁЕчзг--вКбЙЖЏСІЛЛЕВЃЌжЛаш1ИљЕчзгЛЛЕВЪжБњОЭФмЪЕЯжЛЛЯђКЭЛЛЕВВйзїЃЌВЂЧвдкЛЛЕВЪжБњЖЫЩшжУгаФмЪЕЯжДг2ЕВЕН1ЕВЕФЧПжЦЛЛЕВKDМќЁЃЭМ5ЮЊЦфЕчзгЛЛЕВЪжБњЃЌЭЦЖЏЪжБњФмНјааЛЛЯђВйзї(ВЂЧвФмПеЕВЫјжЙвдВпАВШЋ)ЃЌзЊЖЏЪжБњПЩЭъГЩЛЛЕВВйзїЁЃгЩгкБфЫйЪжБњгыБфЫйВйзнЗЇжЎМфЪЧЕчЯпСЌНгЃЌвђДЫАВзАВМжУЗЧГЃЗНБуЃЌВЂЧвПЩЗНБуВЩгУПЩЕїЗНЯђЛњЃЌЪЙМнЪЛВйзнИіадЛЏЁЃгЩгкВЩгУЕчФдПижЦЛЛЕВзАжУЃЌвђДЫГ§СЫЪЕЯж4Нј3ЭЫжЎЭтЃЌФмКмШнвзЪЕЯж6Нј3ЭЫЃЌРЉеЙСЫБфЫйЦїЕФЪЙгУЗЖЮЇЁЃБфЫйВйзнЗЇЩшгаЦНЮШНсКЯЗЇЃЌЪЙБфЫйЦїЕФБфЫйЙ§ГЬЦНЮШЁЂЩйГхЛїЁЃЕЋЪЧЃЌгАЯьЕНДЫБфЫйЦїЭЦЙуЦеМАЕФзюДѓеЯАЪЧЃК1)ЪлМлИпЁЃвђНсЙЙНєДеЃЌвЊЧѓКУЕФВФжЪКЭШШДІРэЙЄвеЃЛвђОЋЖШвЊЧѓИпЃЌашвЊЯШНјЕФЩшБИКЭжЦдьЙЄвеЃЌжЦдМВњСПЕФЬсЩ§ЁЃ2)ХфМўЪаГЁЭЖЗХСПФбвдгыБфЫйЦїAЯрБШЃЌЧвМлИёИпЃЌгаЯрЕБЪ§СПЕФХфМўашНјПкЁЃ3)ЮЌаоашзЈУХЙЄОпКЭГЁЕиЃЌВЛФмКЭБфЫйЦїAвЛбљОЭЕиЮЌаоЃЌетОЭЛсдіМгЮЌаоГЩБОКЭПЩФмгАЯьЙЄГЬНјЖШЁЃ4)ЮЌаоБЃбјвЊБШБфЫйЦїAбЯИёЕУЖрЁЃ
2 ?) _' c* `5 Z JБфЫйЦїCЪЧвЛжжЩйЪ§ГЇМвКЭЩйЪ§ВњЦЗЪЙгУЕФБфЫйЦїЁЃЙњФкдкЕЅЮаТж3дЊМўБфОиЦїЩЯЕФбаОПЁЂЭЖШыКЭВњГіЩЯЯрЖдЫЋЮаТж4дЊМўБфОиЦївЊЩйЕУЖрЁЃЖдгкЕЅЮаТж3дЊМўБфОиЦїЃЌЙњФкзіЕУНЯКУЕФЪЧЩТЮїКНЬьЖЏСІИпПЦММЙЩЗнЙЋЫОЩњВњЕФгУгкZP 4WG200БфЫйЦїЕФЕЅЮаТж3дЊМўБфОиЦїЛњаОЃЌЫќЪЧОЙ§ЕТЙњZFЙЋЫОШЯжЄКѓзЈУХИјСјжнZPЙЋЫОХфЬзЕФЁЃгЩгкЙњФкдкВФжЪЁЂжЦдьЩшБИМАЙЄвеЁЂШШДІРэММЪѕМАЙЄвеЁЂзАХфММЪѕМАЙЄвеЁЂЮяСїЙмРэЁЂЩњВњЛЗОГЁЂШЫдБЫижЪЕШИїИіЗНУцгыЙњЭтгаНЯДѓЕФВюОрЃЌвђДЫгыБфЫйЦїB(ДгММЪѕКЭжЪСПЩЯ)ЯрБШЛЙгаНЯДѓВюОрЁЃДгзАХфКЭВ№аЖЩЯУЛгаБфЫйЦїAЗНБуЃЌгШЦфЪЧХфМўГфдЃЖШУЛЗЈгыБфЫйЦїAЯрБШЁЃЕЋгыБфЫйЦїAЯрБШЃЌБфЫйЦїCЙЪеЯЕуНЯЩйЃЌзюЕфаЭЕФЙЪеЯЪЧТЉгЭдьГЩРыКЯЦїгЭбЙЙ§ЕЭЃЌЪЙФІВСЦЌЙ§ЖШФЅЫ№ЃЌЩѕжСЩеНсРыКЯЦїЁЃШчХфгЭИЧгаАпАЬЛђЪшЫЩЕШж§дьШБЯндьГЩгЭЗтЛЗЫ№ЛЕЛђепЛюШћЩЯЕФгЭЗтЛЗЫ№ЛЕЖМФмдьГЩРыКЯЦїгЭбЙЙ§ЕЭЁЃГЄЦкЕЭгЭбЙЙЄзїЛсЖдЖЏСІЛЛЕВБфЫйЦїдьГЩНЯДѓЕФЮЃКІЃЌгІОЁСПБмУтЁЃ
' n4 s7 P& q% ]7 \0 g6 y7 L$ n: e& m
[img]file:///C:/Documents%20and%20Settings/user/Local%20Settings/Temp/Rar$EX49.782/ЙњВњзАдиЛњБфЫйЦїЯжзДМАбаЗЂдЄВт%20-%20жаЙњбаЗЂЙмРэЭј[ChinaRDM_com]ДДаТгыбаЗЂЙмРэ.files/2006928152745174.jpg[/img]
: e5 P5 G! S9 V5 p
ЭМ6ЮЊЩНЙЄ50аЭБфЫйЦїЃЌЫќгЩЕЅЮаТж3дЊМўБфОиЦїКЭ4Нј4ЭЫЖЈжсЪНБфЫйЦїзщГЩЁЃИУБфЫйЦїЪЧ4здгЩЖШБфЫйЦїЃЌУПИіЕВЮЛашНсКЯ3ИіРыКЯЦїЃЌвђДЫаш3ИљБфЫйВйзнИЫЃК1ИљЛЛЯђВйзнИЫ(ЖдFКЭRРыКЯЦї)ЃЌ1ИљЛЛЕВВйзнИЫ(ЖдF1ЃЌ3КЭF2ЃЌ4РыКЯЦї)ЃЌЛЙга1ИљИпЕЭЕВВйзнИЫ(ЖдЛЌЬзHL)ЁЃвђДЫБфЫйВйзнЗЧГЃТщЗГЃЌетЪЧДЫБфЫйЦїЕФзюДѓШБЯнЁЃ
0 g" ]: u7 l5 K. P) F% @* @
$ T/ J6 n- q1 s9 i: H6 m8 h ЭМ7ЮЊзЭВЉПЬиЩњВњЕФPZl33БфЫйЦїЃЌЫќгЩЕЅЮаТж3дЊМўБфОиЦїКЭ3Нј3ЭЫЖЈжсЪНБфЫйЦїзщГЩЃЌИУБфЫйЦїЪЧ3здгЩЖШБфЫйЦїЃЌУПИіЕВЮЛашНсКЯ3ИіРыКЯЦїЃЌвђДЫаш2ИљБфЫйВйзнИЫЃК1ИљЛЛЯђВйзнИЫ(ЖдFКЭRРыКЯЦї)ЃЌ1ИљЛЛЕВВйзнИЫ(ЖдL1ЁЂL2КЭL3РыКЯЦї)ЁЃДЫБфЫйЦїПЩХфжУгк15аЭЁЂ18аЭКЭ30аЭзАдиЛњЩЯЃЌЕфаЭЕФЙЪеЯгаВЈаЮЕЏЛЩЖЯСб(ШчВЩгУТна§ЕЏЛЩзїЮЊЛюШћЕФЛиЮЛЕЏЛЩдђФмНЯКУЕиНтОіетИіЮЪЬт)ЁЃ
0 l3 G* J) x* E4 j( U3 L8 T
7 M- T7 N! Q& u8 C БфЫйЦїCвЛАуВЩгУ3здгЩЖШБфЫйЦї(КмЩйВЩгУ3ИівдЩЯздгЩЖШ)ЃЌУПИіЕВЮЛашНсКЯ2ИіРыКЯЦїЃЌВЩгУЛњаЕ--вКбЙЖЏСІБфЫйЗНЪНЪБЃЌашвЊ2ИљБфЫйВйзнИЫЃК1ИљНјааЛЛЯђВйзнЃЌ1ИљНјааЛЛЕВВйзнЁЃЮЊСЫМђЛЏНсЙЙЃЌвЛАуВЩгУШэжсВйзнЃЌЕЋШэжсПеааГЬНЯДѓЃЌФбвдОЋШЗПижЦааГЬЃЌвђДЫВйзнЪжБњФбвдгУПЈВлЯоЮЛЃЌЪЙЛЛЕВВйзїУЛгаПеМфНТНгБфЫйЛњЙЙ(ШчБфЫйЦїA)ФЧУДЧхЮњзМШЗЃЌЩѕжСгаПЩФмдьГЩЮѓЙвЕВЮЛЁЃвђБфЫйВйзнИЫЯЕЬЋЖрЃЌВЛНідіМгПеМфВМжУЕФФбЖШЃЌвВдіМгСЫЫОЛњВйзнЕФФбЖШЃЌдіМгЫОЛњРЭЖЏЧПЖШЃЌвђДЫВЩгУЕчзг--вКбЙБфЫйЗНЪНЪЧзюКУЕФбЁдёЁЃ2ЙњВњзАдиЛњЖдБфЫйЦїЕФвЊЧѓ2.1ИпПЩППад
/ ^, g1 c. G" ?- F/ D l
$ h% K6 j3 ]4 g/ l V гЩгкЙњВњБфЫйЦїЙЪеЯТЪНЯИпЃЌвђДЫЪаГЁЖдДЫвтМћзюДѓЁЃМѕЩйБфЫйЦїЙЪеЯЕуЃЌЬсИпБфЫйЦїЕФПЩППадЪЧзюживЊКЭзюЦШЧаЕФШЮЮёЁЃ
7 |4 d/ x) B6 w5 H6 c ~8 H% g: c- `1 b/ R7 H3 p0 W6 Y
2.2МлИёгІИУгагХЪЦ 9 ]& L& a1 {( y
: Z8 k6 {6 R6 K1 ^9 n* u жаЙњжЦдьЕФВњЦЗЃЌВЛЙмдкЙњФкЪаГЁЃЌЛЙЪЧдкЙњМЪЪаГЁЃЌМлИёЖМЪЧОКељЕФЗЈБІЁЃПіЧвЃЌЫНШЫЙКЛњЕФБШР§дНРДдНИпЃЌвђДЫУЛгаМлИёгХЪЦЕФВњЦЗдкНёЬьОКељвьГЃМЄСвКЭЮЂРћЕФзАдиЛњаавЕЪЧУЛгаЧАЭОЕФЁЃвђДЫЃЌБфЫйЦїAЛсдкНЯГЄЪБЦкФкМЬајЕЃЕБжївЊНЧЩЋЃЌЕЋашИїГЇМвХЌСІЬсИпВњЦЗЕФжЪСПЃЌНЕЕЭВњЦЗЕФЙЪеЯТЪЁЃ
! S' ^) T. [6 F1 ?+ P9 ~/ \: q8 d" O8 K( g
2.3ВйзнгІМђЕЅЁЂПьНн 3 c+ S7 k8 T4 t' Z
- a6 n8 v8 Y6 g. P
ОЁСПВЩгУ1ИљБфЫйВйзнИЫЃЌзюЖрВЛГЌЙ§2ИљБфЫйВйзнИЫЃЌвдБугкПеМфВМжУКЭМѕЧсЫОЛњРЭЖЏЧПЖШЃЌЬсИпРЭЖЏаЇТЪЁЃ
/ Q2 i+ M, k T! o" ]' e$ U
3 Q/ {2 s" p ~, Q, F2.4ЮЌаоЗНБуЃЌХфМўГфзу
: Q0 I9 K1 j; b3 D+ \ O
* }, l( |. B) U, _$ z, m) y ЮЌаогІИУЪЧЗНБуЕФЃЌОЙ§ХрбЕКѓЃЌЙуДѓЮЌаоШЫдБгІИУФмКмПьеЦЮеЮЌаоММЪѕЁЃФмОЭЕиЛђдкИННќЮЌаоЕуЮЌаоЃЌВЛашвЊЛђОЁСПМѕЩйзЈУХЕФЮЌаоЙЄОпЃЌВЂЧвХфМўгІИУЪЧГфзуЕФЁЃзмжЎЃЌБфЫйЦїЗЂЩњЙЪеЯКѓгІФмОЁПьаоИДЃЌБмУтгАЯьЙЄГЬНјЖШЁЃ
]( O' C0 j4 n1 V; D7 G5 p: K
/ {0 M: W1 N. E+ ?9 r- L; I: ]3ЙњВњзАдиЛњБфЫйЦїЗЂеЙдЄВт
2 y9 _& V7 F3 _- A8 C- X5 b" q; }9 n7 M0 M- a1 x6 }
БфЫйЦїAгУСЫетУДЖрФъЃЌПЩППадвЛжБЪЧФбвдНт ОіЕФДѓФбЬтЃЌНтОіБфЫйЦїПЩППадЪЧБфЫйЦїбаЗЂЕФЪзвЊФПБъЃЌЕчзгЛЏБфЫйВйзн(Ечзг--вКбЙЖЏСІЛЛЕВКЭздЖЏЛЛЕВ)вВвЛжБЪЧЙњМЪБфЫйЦїЗЂеЙЕФЗНЯђЁЃЫљвдбаЗЂЗћКЯжаЙњЙњЧщЕФБфЫйЦїгІИУЪЧЮвУЧгХЯШПМТЧЕФЁЃ
& C. x; y8 j2 e! F
) J8 C1 O. T4 s 3.1ВЩгУРрЫЦгкБфЫйЦїCЕФНсЙЙ
* s& ^5 j! i' l& A
X9 a5 m& T; d K БфЫйЦїAЕФаааЧБфЫйЦїжааааЧТжМмаќБлжЇГХЃЌФкГнТжОЖЯђИЁЖЏ(УЛгажсГаЖЈЮЛ)ЁЂГнТжТжГнБШНЯПэЁЂЕЙЕВаааЧТжМмКЭ1ЕВФкГнТжжсЯђИЁЖЏ(жЛППФІВСЦЌЯоЮЛ)ЁЂаааЧТжвзжсЯђДмЖЏЃЌетаЉНсЙЙЛсВњЩњвьГЃЕФжсЯђСІЪЙБфЫйЦїВњЩњЙЪеЯЁЃСэЭтЃЌгЩгкжЦдьЗНУцЕФЮѓВюЃЌвВЛсЪЙГЌдНРыКЯЦїЕШСуВПМўЗЂЩњЙЪеЯЁЃВЂЧвИїИіЕВЮЛзмГЩЖМзАдк1ИљжсЯпЩЯЃЌвђДЫЮѓВюЛсгАЯьЕНЦфЫќСуМўЃЌжсЯђСІвВЛсДЋЕнЕНЦфЫќСуМўЩЯЁЃ
+ m( `+ K" ` i( W
. k6 z2 d( Q: \8 ^* [4 c; @9 d" n
ЖЈжсЪНБфЫйЦїУПИљжсЩЯЕФСуМўЖМФмзМШЗЖЈЮЛЃЌВЂЧвЮѓВюВЛЛсРлЛ§ЕНСэвЛИљжсЩЯЃЌЙЪеЯвЊБШаааЧЪНБфЫйЦїЩйЁЃДгПЩППадРДПДЃЌЖЈжсЪНБфЫйЦїЪЧБШНЯРэЯыЕФЃЌЯждкЙњЭтзАдиЛњЦеБщВЩгУЖЈжсЪНБфЫйЦїЁЃВЩгУЖрЕВЮЛЖЈжсЪНБфЫйЦїКѓЃЌВЛдйашвЊВЩгУЫЋЮаТж4дЊМўБфОиЦїРДдіМгЕВЮЛЃЌвВОЭВЛдйашвЊГЌдНРыКЯЦїРДећКЯСНИіЮаТжЕФЖЏСІЪфГіЃЌЖјВЩгУНсЙЙЯрЖдМђЕЅЕФЕЅЮаТж3дЊМўБфОиЦїЁЃ
* q; C+ K( \( @4 p
( p. F- s5 @; c G* {
3.2БфЫйВйзнИЫВЩШЁ1ИљЛђ2Иљ
# y8 O$ V+ R, y5 { C, {9 J( K# t7 S( w$ ~3 i
ЮЊЬсИпВњЦЗЕФЕЕДЮЃЌБфЫйЦїВЩгУЕчзг--вКбЙЖЏСІЛЛЕВЛђздЖЏЛЛЕВЃЌПЩВЩгУРрЫЦгкZFЕФЕчзгВйзнЪжБњ(ЭМ5)ЪЕЯжЛЛЯђКЭЛЛЕВВйзїЁЃЮЊНЕЕЭГЩБОЃЌБфЫйЦїВЩгУЛњаЕ--вКбЙЖЏСІЛЛЕВЪБЃЌПЩВЩгУ2ИљБфЫйВйзнИЫЃК1ИљЪЕЯжЛЛЯђЃЌСэ1ИљЪЕЯжЛЛЕВВйзїЃЛЛђВЩгУРрЫЦгкCAT 966EЕФВйзнИЫЪЕЯжЛЛЯђКЭЛЛЕВВйзї(ЖЏзїРрЫЦгкZFЕчзгЪжБњ)ЃЌЕЋЛњЙЙБШНЯИДдгЃЌЧвашБфЫйВйзнЗЇВйзнСІБШНЯаЁЁЃ
2 g* I' m( O+ U& ~/ b. A% }1 I+ M& g8 k: w5 N3 e
3.3ИпЖЫВњЦЗЪЙгУЯрЕБгкZFетбљЕФВњЦЗ
0 m" u. @: o4 }; e3 E# }# H
5 Q+ t5 ]1 T) i) t/ Z; O5 ~ ЮвУЧЛЙашзАБИРрЫЦгкZFетбљИпжЪСПЕФБфЫйЦїЃЌвдТњзуЬиЪтгУЛЇКЭЬиЪтгУЭОЕФвЊЧѓЁЃвдЮвУЧФПЧАЕФЬѕМўднЪБЛЙДяВЛЕНЭъШЋЙњВњЛЏЩњВњетбљЕФВњЦЗЃЌвђДЫвВПЩвдЪЙгУНјПкБфЫйЦїТњзуЮвУЧећЛњЕФИпвЊЧѓЁЃ
! I& b! c/ M$ H& GЗЂВМепЃК
еВгРКь РДдДЃК
hc360ЛлДЯЭј ЕуЛїЃК
142 ЗЂБэШеЦкЃК
2006-09-28 

 ЗЂБэгк 2009-7-4 11:22:47
ЗЂБэгк 2009-7-4 11:22:47