|
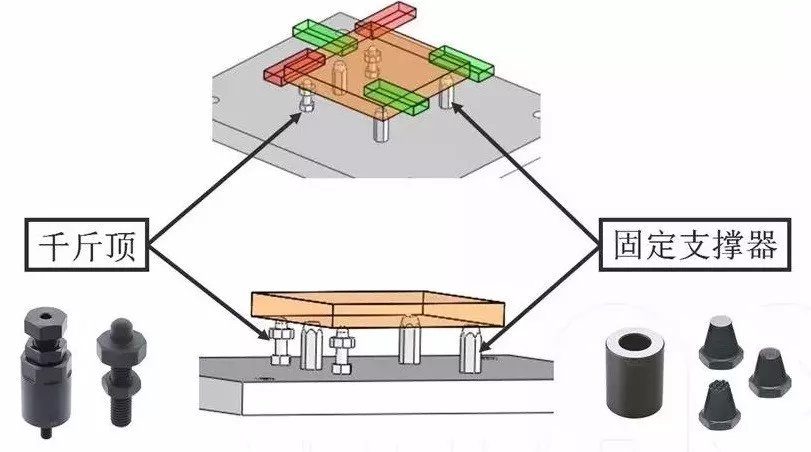
支撑器可以根据工件位置的升高相应的垫高工件,以进行贯穿孔及工件侧面的加工。例如第一工序的时候,高度方向(Z轴方向)不需要精准定位的时候,选择千斤顶这种可调高度的支撑器是比较合适的。第二工序开始,定位面已经完成加工,那么通过使用上下面进行过研磨加工过的支撑器,可以准确定位高度方向(Z轴方向)。 % r. j' C! Z5 Z' I1 k0 | F- W
- j8 _2 \4 a5 T* N7 i+ F4 s7 f
支撑器的三点配置3点配置支撑器是支撑最基本的理念。如果使用3点支撑工件平衡情况较差或者支撑强度不够时,可以使用多点支撑,第4点支撑起的支撑器需要配置可调节式的支撑器。这被称之为3点原则,是从“一条直线上的3个点决定一个面”这个原则衍生而来的。4个点中,3个点 能决定一个面,所以总共可以决定4个面,但是不管定,第4点在同一平面内是相当困难的。 # G0 U; g4 F4 B) X. G
% d& U6 Y/ p9 t1 }& g( Y7 E9 X
例如使用4个固定高度的支撑器时,只有某处的3个点能接触到工件,余下的第4点没有接触到工件的可能性还是很大的。
y- ~9 h5 J9 q: P
所以,配置支撑器时,一般都以3个点为基准,并且尽可能增加此3点之间的距离。第 4个支撑点开始,使用可调节式的千斤顶类的支撑器。
6 O8 r# i8 l6 c+ z7 b# G
▲ 辅助支撑
! Z# L1 {0 J% P8 }% j
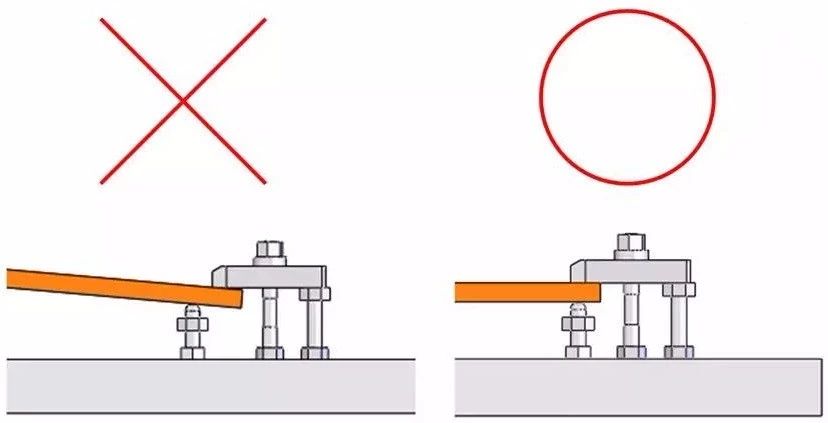
通过使用辅助支撑产品替代千斤顶,支撑面通过弹簧力上顶并接触工件,再通过辅助支撑本体侧面的螺栓固定芯轴,可以确认支撑面与工件接触。
' x. R& b) a) n/ J
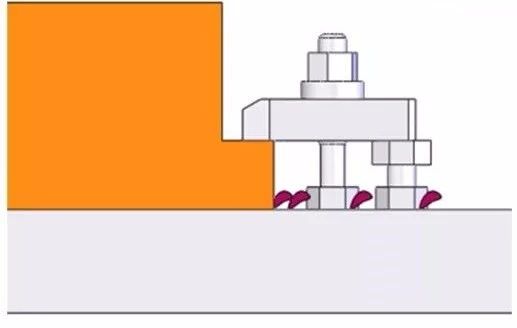
支撑器与夹紧器的位置关系
8 W D& {9 {8 c1 {6 q8 V8 s在配置支撑器的同时,也需要同时考虑到夹紧器的位置。在夹紧器夹紧工件是的力(夹紧力)的延长线上配置支撑器,可以最大程度避免工件发生变形。 4 ?' o. |( J3 x% b; C
▲ 支撑器与夹紧器 - e0 w: l6 k& C
如果工件形状不规则,无论如何都不能在建尽力的延长线上配置支撑器的情况时,那就必须控制夹紧力(例如使用扭矩扳手控制扭矩等)。 2 Q, K: z% Z4 L
在支撑加工过面的情况时1 f/ f7 X& P- S' _& G
在前一道工序的时候,就已经加工过面,并使用这个面进行支撑时,有2种考虑方法。 % d6 H# s$ c9 a2 m
①以面接触进行支撑。 利用垫高块或者板,对加工件整个加工面进行支撑。这种使用方式的优势在于:加工面整个被支撑面覆盖,加工精度更加稳定,工件也能在更稳定的情况下被加工。
j% ?1 x, R" _# P3 z
但这种使用方式的劣势在于:工件加工完,进行下一个工件的换装作业时,需要使用气枪进行打扫的面积增加,操作性变差。另外,这样的支撑方式会导致工件上的贯通孔加工变得极为麻烦甚至是无法加工。 2 {+ C5 t, S! J, [6 k7 [5 K
▲ 以整个面支撑
" F) j) i: A$ n( b8 t& a% s
②利用支撑器进行支撑。
: c' S2 W/ \: |: k, Q( T
例如下图所示,利用圆柱型的支撑器进行支撑,在垫高工件同时支撑住工件。这种使用方式的优势在于:工件加工完,进行下一个工件的换装作业时,需要使用气枪进行打扫的面积减少,操作轻松。并且可以进行贯通孔的加工。
A+ [: ~' V% }" k: _+ W
但这种使用方式的劣势在于:工件前工序加工完的面和支撑面接触的面积较小,导致整体加工的稳定性略微降低。
; O2 Y0 f+ @$ a: B1 V4 o5 m$ w5 z
▲ 用支撑器支撑
G2 B; W- R. L {' z | 

 发表于 2023-4-28 09:11:06
发表于 2023-4-28 09:11:06