|
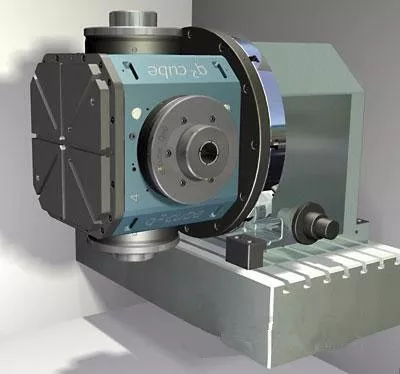
制造企业在委托加工中,需要克服工件日益多样化和需要整体加工等问题,实现更高的灵活性。模块化结构的夹具系统是一种很好的技术解决方案。这种夹具系统很适合于多面加工流程中的多重夹持。与传统夹具系统不同的是,这种呈模块化结构的夹持位还附设有辅助性的车削单元,因此,即使是中等批量或小批量的工件加工,也可以达到与作业流程相匹配的合理加工,从而降低工件的加工费用。
?3 E8 O4 @! `1 X J0 w/ `% A
0 K8 L0 y2 G8 A/ a! f y
图1 柔性夹具系统的模块有压力钳、拉力夹钳、双腭卡盘和三腭卡盘以及零点夹持系统等结构
" j9 _8 Z1 w* H7 I2 U( R! ^+ p
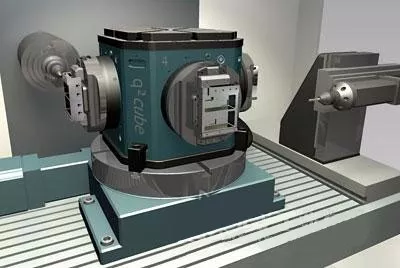
多模块、单独控制新型夹具系统的各不同夹具模件可以单独控制,由此在多面并行加工作业中,多重夹持流程就变得更具效益性。这种模块化结构的夹具系统既适合于大批量加工也适用于小批量生产。 5 w7 |! n. B6 M: _3 W
5 Q* k/ w# |3 U8 x: d% Z8 `
图2 带有四个夹钳模块和T形槽夹持面的夹持方块 4 P) W P% Q6 J: f0 H3 v
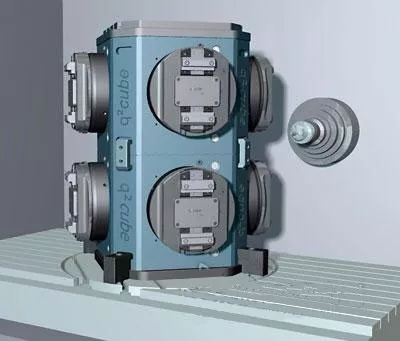
在工件加工数量较大或是大批量的加工场合,加工中心的夹具系统完全可以实现全自动上料。在生产设备上使用托盘换装装置也是可以的。 ( ^. z6 A: Q" p+ K: C2 H
! E6 v2 s h5 A- h5 `! A# d- J
图3 带有四个双腭卡盘和T形槽夹持面的夹持方块
, p Q- J- A2 q3 A: l
采用这种模块化标准系统可以很好地适应各种特殊的加工要求。所提供的夹具模件可以有压力夹钳、拉力夹钳、双腭卡盘和三腭卡盘以及零点夹持系统等。各种单独构建的用于夹持特殊工件的夹板有很多种类型可供选用,由此可提高夹具系统的使用灵活性。通过对夹持模件的独特配置,可以在加工循环中对各种不同的工件进行加工。
% N! B! I- ^4 s2 K \: _0 [
夹具系统的个性化加工$ j" R* C; L2 I4 p; D! s! g
降低加工费用和提高质量水平这两者并不矛盾。工件夹持在很大程度上决定了工件加工的经济性和质量水准。针对工业化部件加工,绝大多数都采用夹持塔或夹持桥。此类夹持装置根据不同的工件大小,最多可以夹持20个工件。除了虎钳设备之外,还经常采用可以实现自动上料的零点夹持系统。但这种常规方法无法达到快速的换装,而只能采用手动的方式对工件进行夹持。此外,采用这种方案也无法实现工件的旋转运动。 7 j: @1 y, _0 s
( e* O3 L) u( d" a
图4 带有八个可调控夹持模件的夹持塔
! ^) b1 B4 W6 k/ M
不同的是,模块化的夹具系统,在夹持塔的各夹持模块上通过可单独调控的C轴转动,可实现工件的五面整体加工,而无需费时的手动换装。每个夹持点均不相互影响并可通过齿环自行进行旋转和准确定位。从而达到极大降低换装费用的效果。
# f0 s3 N m+ Z3 X3 p; k
带有弹力的夹持可以确保安全,同时也可以达到降低能耗的效果。夹具的松开则采用液压方式或机械方式。夹持模件的机械构件处于一个结实的铸腔内,由于夹持模件的凸缘很小,因此工件的突出长度也相对很小。光滑的外表面非常有利于切屑的排放。
. z8 }6 t) m; N5 k9 \
4 a' v" { D# Z+ a; f
图5 带有12个夹持模件的夹持桥也可以被扩展到16个夹持单元 3 u7 c I5 W' e& M) u
夹具系统可以是带有4~12个夹持模块的夹持桥或夹持塔(图4、5),甚至可以扩展到16个夹持单元的夹持方案,并利用一套SPS控制系统对夹具系统进行控制。与设备上一级数控系统的通信则通过Profibus或E/A数据交换来进行,各种不同的能源导入系统均可与现有的生产设备进行匹配,把一种现有的简单加工设备与新型的灵活夹持系统进行组合搭配,从经济性的角度上看,是一种无需重新购置一套复杂多轴机床的替代方案。 5 w9 E* T$ z* f$ i- k' O/ H( m
| 

 发表于 2023-4-27 09:14:37
发表于 2023-4-27 09:14:37