|
夹具应该满足的基本要求是能够可靠地夹持工件,同时不能妨碍加工的进行。这就是夹具的加工有效性。夹具的加工有效性如何会直接影响加工工艺的优劣,未来夹具的趋势是更加有效的夹持,并与设备工厂建立有效的连接。
4 K) a" r0 u' B5 B# e
9 k3 d6 h9 n! X4 G6 T
五面铣削加工案例以铣削加工中的五面加工为例:所谓五面加工,就是在对工件一次夹紧的情况下实现五个面的加工。五面加工既能够有效地保证机工精度,又能够大大提高加工效率,因此必将是智能制造中常用的加工方式。但是,在使用传统的夹具时,由于夹持面过大,五面加工往往难以实现。 6 p; R1 E0 P. w W; n/ s2 _: O
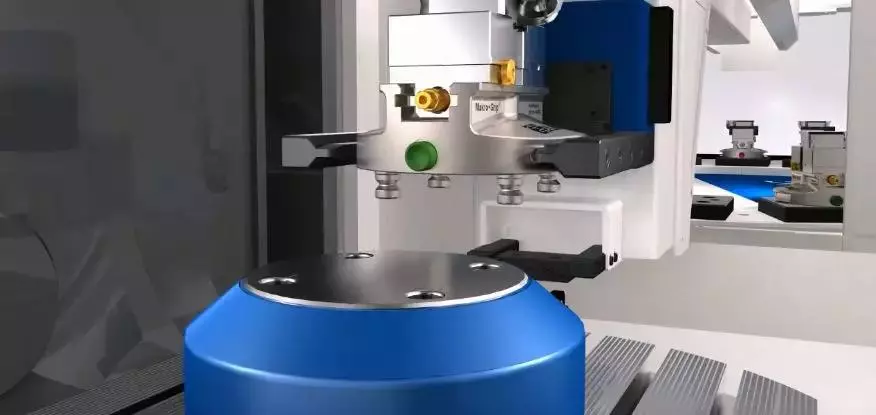
▲ 适合五面加工的咬合式夹持技术
; c A: O% K5 Z
一种专利技术——咬合式虎钳展示了一个很好的解决方案,它只占据工件3mm的夹持高度,就能可靠地夹紧工件,让机床毫无障碍地对工件进行五面加工。
) P7 N2 o' ?5 E- y. ~
+ O- `, ?: k- U1 ]; c
咬合式夹持方式中,虎钳钳口和工件之间有嵌入关系,使得工件在仅被夹持极少的情况下也能抵抗大的切削力,并且工件几乎五面全裸露出来,刀具可以自由的加工整个零件,咬合式夹持技术可以有效的减少夹持面积。
6 J1 y( F8 j, w# G& m. U' g `
医疗器械工件加工案例为了更好的阐述使用情况,现以诸多案例中“某医疗器械公司”的工件为例:
4 _2 w# `" {- _. c( w' `4 n. ?
1.工件加工内容 六面需要加工,典型的阀块类工件,面加工,孔加工皆有,材料为黄铜HB59-1。且孔与孔、孔与槽等都有位置度的要求,由于零件在医疗设备中使用,所以其表面粗糙度也是有要求的。
; m6 Q% X) [/ ~: _3 i
8 w+ N. r$ o) s. Z' l4 \" T
2.工件加工工艺的要求 7 O8 P" s8 Z7 Q% C4 h
“满足六面加工和实现槽孔形位公差”,理想夹具应为一次装夹实现5面加工。第6面加工,以传统方法软爪夹持清除一序硬爪夹持痕迹,完成余下加工要求。 “表面粗糙度要求”,实现此要求理想夹持是咬合夹持力小。但夹紧力小,工件易跑,所以在夹持方式上有所突破。 9 T+ p e }# \# s" H) h8 A
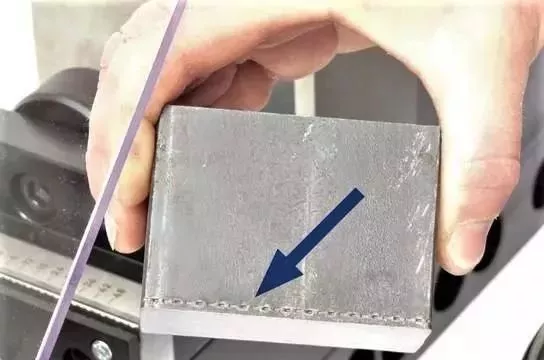
▲ 正在进行的加工实例 % }) S/ B- q8 Q8 Z) q/ s
机床:型号DMG1035V带第四轴摆动台主轴SK40 摆台尺寸:600*300mm 可装夹工件+工件数量:2件/次 切削平均线速度参数:300m/min 班次:2班/天 3.应用前后比较 之前的加工方式:
7 V9 B) Z* m( v# q4 K. Z
- k9 B) K- [/ E7 F; l& q1 G
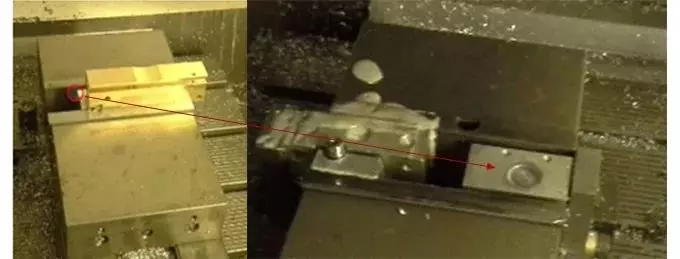
▲为了实现夹持少,漏出更多可加工面,在虎钳装夹位置增加垫块。每次更换零件需要调整垫块增加装夹时间,且由于安装不便,如想加工到满意的平面度平行度,止位的调整要花费很长的时间 6 F4 e4 [6 }3 l# I s* x" m
( u; k. p6 o' M9 e
▲为了实现6个面都需要加工,实施时就需要多次停机拆卸装夹工件,自身位置度变化,生产效率和工件形位公差不容易保证。 如今的加工: 9 ?! C$ t! B* ?
0 u% T6 c; j Y9 d7 o0 Y2 o
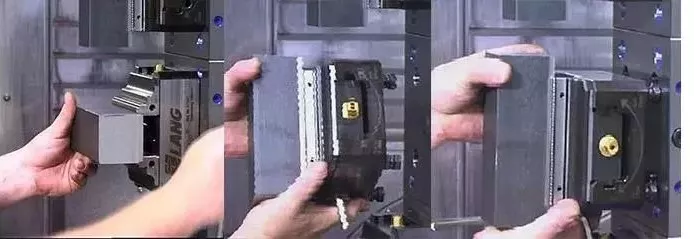
▲虎钳3mm台阶,起到定位和夹紧的作用,且夹持刚性好,无振动。以最小的夹持面积实现孔、槽加工一次完成。最大限度保障了零件的精度要求。使用“咬合式”夹持技术,实现小驱动力达到大的夹紧力。使相对较软的有色金属零件不易变形。
4 {4 E8 S+ u$ }- \% n
% o5 H; p' `; @: [* i
▲配合快换零点位系统实现4×90°分度,使得工件与夹持系统保持相对静止,做到一次装夹五面加工。 1 {, j( L) ?7 G
4.加工效率对比 传统工装: 工序:为满足加工,采用7道工序 装夹时间:单个工装装夹时间10分钟 完整单件所需时间:100分钟 使用咬合式虎钳: 工序:2道工序满足生产 装夹时间:多个互用只要3分钟 完整单件所需时间:70分钟
1 q2 t4 ^2 F0 [6 U3 A% |+ c2 {6 f* E9 b& Q9 `
| 

 发表于 2023-4-1 09:38:07
发表于 2023-4-1 09:38:07