|
工件在夹持过程中会产生多大的变形?不同的夹持方案怎样确保工件维持原有尺寸?现有的夹持器械如何可以得到最佳的运用?对于此类问题,虚拟加工可能是一种有效的模拟方法。
; D; w, {) U V8 I M4 v: }/ X; n
9 F5 W l. \8 Q) Y M
图1 模拟可以快速反映出一个环状工件必须如何接受夹持 1 s; m* i1 c% U% [/ o
很多人设计师面临超大部件和超大尺度系统的加工,大多比较重视安全系数。但如今,企业为了保持竞争力,研发和设计人员所面临的要求更多——必须缩短设计和生产时间,降低重量和节约能源,同时提高部件和整个系统的精度、耐用性和使用寿命,降低将来的维护费用等。
' W8 g: V! L% f3 Q# J3 q
对大尺寸薄壁或特别复杂工件的精确加工往往是一项具有挑战性的任务。一方面夹持力不得超过一定的限度,以免工件发生变形或损坏,另一方面夹持必须要安全可靠,以便抵抗住切削力的作用。采用有限元方法(FEM),可以看出工件在夹持和加工过程中的具体表现。 ! u, _* P) }! i/ ^2 a. @
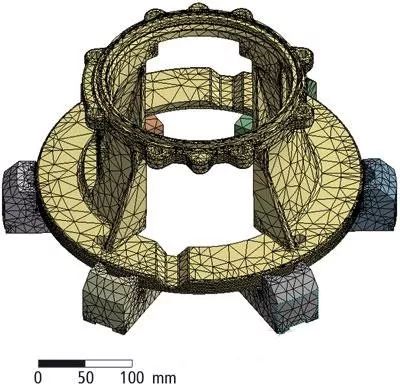
图2 为了检测工件的状况,在工件上设置一个网
' J0 _9 R. z/ ^ P4 }
模拟工件的加工状态在模拟的基础上,可以设计出夹具、卡钳、夹持高度、夹持力和转速之间的最佳搭配。它可以提供工件的破断机理、刚性、寿命和振动特性等要素。尤其是针对复杂外形的工件和很高精度的要求(如轴承、齿轮、涡轮机外壳、油缸端头和制动环等),早期模拟具有很大的好处。在模拟工件在夹具上和在加工过程中的表现状态时,只需少量数据: % {- l& H; Z; E1 }
•工件的3D模型,例如CAD数据; •有关材质的说明; •切削参数和最大加工转速; •带有夹持点位的夹持示意图; •夹持力和夹钳力的设定值; •夹钳几何外形,例如光滑夹钳和瓷砖等; •机器设备数据,有关夹持油缸和心轴分布的特别说明。 根据这些数据,首先要在CAD程序里建立起相应于夹持任务的3D模型。然后在FEM程序中对材料和夹持接触面做出定义,同时设定包含起始和终止节点在内的各个节点网络(图2)。在后续的加载步骤中定义出各项边缘条件。
) U" I% ^* C+ d8 \' f3 G
例如在第一步加载过程中,模拟工件在特定夹持力作用到特定点位上时的表现状态。在第二加载步骤中,探究当工件处于旋转卡盘上作高速旋转时载荷的变化。第三个加载步骤则模拟工件在加工过程中的表现状态。 " g a( ]0 |6 n2 r( w+ b' C% }+ \
在经过初步计算之后,可以对电网的瓶颈部位进行细化,以改善模拟结果表述质量。3D概观图或动画图片可以清晰阐述每一个加载步骤,说明何种径向或轴向变形将会发生。 6 y6 ^* R& y/ u P$ a. h
超过所述延伸极限的塑性变形非常重要,因为它在加工结束之后无法恢复。此外,可以根据模拟结果来评判采用某种夹持方案是否可以达到特定的圆度。
! O* J" z4 T3 u* r2 {2 n* u; y
图3 GG25铸铁驱动笼子的红色区域在夹持过程中特别受力 * O7 p* m8 N }$ m+ z$ y
模拟不同的夹持效果
5 v+ Y8 @% }% Y+ E+ p+ S& _, D采用FEM可以对不同夹持和加工参数,甚至对在工件上力的不同导入点位均可进行模拟。诸如零位夹持螺栓可以直接拧到工件上的夹持方案也可以被模拟。在这里,FEM可以对螺栓的稳定性和工件的变形性做出表述。 # K" O6 v: X' Y2 G/ ]: E$ a
通过一则例子可以表明,借助于FEM都可以做到什么:通过模拟可以对GG25铸铁材质的驱动笼子的夹持状况进行研究:所要检验的是迄今为止均采用三道工序加工的泵的驱动部件是否也可以只采用两道加工。对此,在一个标准的六钳摆动平衡卡盘上进行径向夹持试验(图3)。
3 U% y( B: z! X" y% P' C
第一次模拟结果显示,218f7配合直径上的圆度误差(公差范围为0.048mm)在夹持、高速车削和加工之后达到了0.054mm,即超出了公差范围。
6 y$ F; i% S& s. W
在第二次模拟试验中提高了转速并对切削数据进行了匹配,这次试验则成功了。仅仅通过变动加工参数,即可在现有的标准夹具上实现对驱动灯具的加工,这确是一个极大的成本节约。如果没有进行这样详细的FEM分析,则是很难达到这个目标的。
* {5 I; v; u- A' G0 d" V6 Z
由于FEM总还只是一种理论上的计算,可以建议在模拟的基础上进行一次实际的试验。在大多数情况下,实际结果往往不会偏离所计算的结果。但如果是淬火工件或带有砂皮的铸件,则在材料上的自夹持有时会导致较大的差异。
% |! j: j' L7 ]& u C2 _ | 

 发表于 2023-3-16 09:53:58
发表于 2023-3-16 09:53:58