|
本文主要介绍了一种用于车削加工非回转体上的孔内卡簧槽的加工解决方案,重点阐述了该工装的主要结构、使用方法、主要原理、主要优点等等内容。对于一些特殊零件卡簧槽在车床上加工有一定的借鉴作用,为充分挖掘数控车床的加工能力,提高试制零件的加工效率有重要意义。
" j- Y& D/ b6 W$ f, V
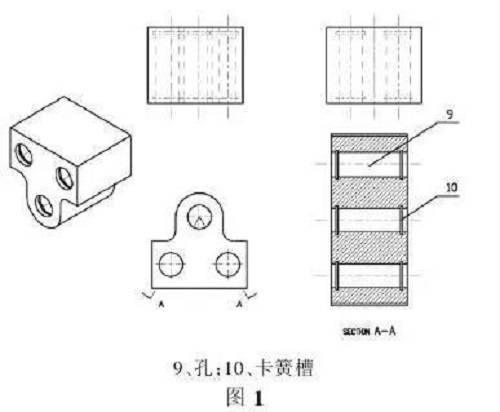
一、问题的提出在现实生产加工中,我们会遇到如图 1 所示的非标单件或小批量的支座零件,该类零件的特点为:垂直于安装底面的侧面设有不均布的通孔;通孔的两端靠近孔口的位置均设有卡簧槽。
6 F0 p2 j1 A- n3 \0 S+ g
v$ h! b9 {5 `5 c; s
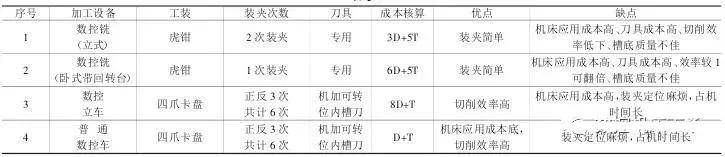
我们一般采用钳工划线—钻削加工—铰削加工或直接采用数控铣床钻削加工—铰削(镗削)加工出该零件的底孔,然而如何快速、经济的加工出孔两端各设的 1 个卡簧槽却成了比较棘手而难解决的技术问题。运用现代数控加工工艺加工该类零件卡簧槽的一般方法如表 1。综上:上述 1-2 项加工方案装夹次数少,但设备及刀具成本高;3-4 项装夹次数多,但切削效率高,槽底质量好;因此结合机床、刀具、切削的效率等方面的成本来讲,利用普通数控车床加工该类零件还是比较经济合理的,但是利用四爪卡盘进行装夹定位,比较繁琐、且容易定位不准。那么能不能应用自定心的三爪卡盘来解决上述零件定位及装夹问题,以便进一步提高效率、同时也降低定位装夹占机成本呢?
- m* ]) C; A7 b9 b& S
二、问题的解决方案 g4 `* `, Q- {0 @* l
: E: W3 t& ~2 h; Q
2.1 工装的主要结构
& ?% Q3 \" @/ k" e
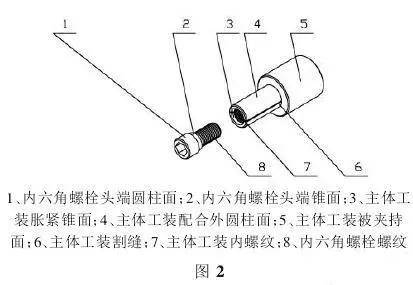
所述的该种数控车削简易胀紧工装,其特征在于:它由一个处理后的内六角螺栓和一个主体胀紧体构成;所述的处理后的内六角螺栓的特征在于:在靠近螺纹端的头端圆柱 1 侧设有一配合锥面 2;所述主体胀紧体的特征在于:一端设有三爪卡盘夹持面 5,另一端设有与零件孔间隙配合的圆柱面 4;所述圆柱面 4 端头设有与内六角螺栓联结紧固的内螺纹 7,在内螺纹的端头设有与锥面 2 配合的锥面 2,所述割缝 6 把与孔配合的圆柱体均匀分割为三等份。 4 Z: K( l) s3 @* ]& K. U- E
2.2 工装的使用方法 " x% _3 q' B n2 R+ K) l6 e
① 三爪卡盘夹持主体工装被夹持面 5; ② 主体工装配合外圆柱面 4 穿入零件被加工空中; ③ 紧固内六角螺栓,使锥面 2 与锥面 3 贴合旋紧螺栓即可完成装夹。
& L; P3 H4 }3 @( h1 M
2.3 工装的主要原理 * }0 o' L6 ~& g$ H: D
当旋入内六角螺栓时,随着锥面 2 与锥面 3 的贴合(锥面 3 口径略小于锥面 2 口径),锥面 2 迫使锥面 3 张口变形,从而使主体工装配合外圆柱面 4 端头膨胀胀大,以此约束零件孔的径向旋转与轴向移动。
, _# ?% d! c- K6 x8 ?0 F5 i
表 1
1 x" q# m: I$ s9 F
注:以 1 台普通数控车床单价为一个基本单位 D, 以 1 台普通数控车床用刀单价为一个基本单位 T.
% A) O* H8 @4 _- |8 I) n& I5 S0 R K
2.4 工装的主要优点 ① 工装设计结构简单、使用方便、制造成本低廉; ② 工装对孔的中心定位精度高,不用像四爪卡盘那样来回调节卡爪位置以便定位到合适的回转中心; ③ 通过端面贴合控制零件沿孔方向的轴向移动,可以有效地控制加工卡簧槽的位置度。 " g* D2 v5 Y* Y* J# {7 o
三、结束语本人在加工该产品过程中,综合考虑了初始的 4 种加工方案,并做了详细的成本核算与技术对比。只有此种工装夹具配合普通数控车床使用才是最经济、最合理的、效率最高、加工出的产品质量也是最稳定的。
/ S+ y& L: S: U; T, b+ B9 Q$ q. c- u( G5 N0 _: ]- f% D
| 

 发表于 2023-1-10 10:05:19
发表于 2023-1-10 10:05:19