|
‘Ύ≤ζΤΖΦ”ΙΛΙΐ≥Χ÷–Θ§Ψ≠≥ΘΜα≥ωœ÷“Μ–©≤ΜΙφ‘ρΒΡΝψΦΰΓΘΕ‘”Ύ“λ–ΈΝψΦΰΘ§”Π≤…”ΟΉ®”ΟΒΡΦ–ΨΏ≤≈Ρή¬ζΉψœ≥œςΦ”ΙΛΒΡ–η“ΣΓΘΉ®”ΟΦ–ΨΏ «ΫωΫω ”Ο”ΎΡ≥“ΜΙΛΦΰΒΡ“ΜΒάΜρ ΐΒάΙΛ–ρΒΡΦ”ΙΛΕχΉ®Ο≈…ηΦΤΒΡΦ–ΨΏΓΘ
, v) A7 @0 W+ C9 N% h0 { Q( {. @
ΙΊ”Ύ‘Ύ…ζ≤ζ÷–»γΚΈ…ηΦΤΉ®”ΟΒΡΦ–ΨΏά¥ΫβΨωΗς÷÷άύ–Ά≤ΜΙφ‘ρΝψΦΰΕ®ΈΜΦ–≥÷ΒΡ ΒΦ Έ ΧβΘ§¥”ΕχΧαΗΏ…ζ≤ζ–߬ Θ§±ΨΈΡΫΪΧαΙ©“Μ–©…ηΦΤΥΦ¬ΖΓΘ . w# B& t) t& O& `/ D$ ^& c
“ΜΓΔ“λ–ΈΙΛΦΰΒΡΕ®ΈΜΑΗάΐ’κΕ‘–ΈΉ¥ΧΊ βΓΔΡ―“‘ΉΑΦ–Ε®ΈΜΒΡ“λ–ΈΙΛΦΰΘ§ΈΣ¬ζΉψœ≥œςΦ”ΙΛΙΐ≥Χ÷–ΗΏΨΪΕ»ΓΔΒΆΡΞΥπΓΔ“Ή”ΎΑ≤ΉΑΒΡ“Σ«σΘ§Χα≥ωΝΥ“Μ÷÷–¬–ΆΒΡΕ®ΈΜΖΫΑΗΓΘΗΟΕ®ΈΜΉΑ÷ΟΩ…“‘”––ßΫΒΒΆΕ‘ΙΛΦΰΕ®ΈΜΟφΒΡΡΞΥπΘ§±Θ’œΜζ¥≤ΒΡΦ”ΙΛΨΪΕ»Θ§ΤδΫαΙΙΦρΒΞΘ§Ω…ΫΒΒΆΉΑ≈δΓΔΒς ‘»Υ‘±ΒΡάΆΕ·«ΩΕ»ΓΘ & ~! m5 p$ P: j) q2 t, I0 d
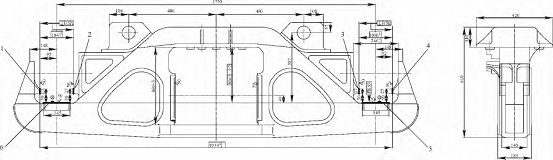
ΆΦ1 ±ΜΦ”ΙΛΙΛΦΰ
! w, y! W. k) H4 _' g* w: d1 X
±ΜΦ”ΙΛΝψΦΰΉ Νœ ≤ΡΝœΘΚB ΦΕΗ÷ ÷ ΝΩΘΚ360kg ”≤Ε»ΘΚ137 ΓΪ 208HBW “Σ«σΘΚΕ‘6ΗωΟφΫχ––¥÷œ≥Φ”ΙΛΓΘΦ”ΙΛΚσ±Θ÷Λ¥÷≤ΎΕ»ΈΣ50ΠΧmΘ§1ΓΔ2 ΟφΨύάκΈΣ( 184 + 10)mmΘ§Ε‘6ΟφΒΡ¥Ι÷±Ε»ΈΣ0. 5mmΘ§3ΓΔ4 ΟφΨύάκΈΣ(184+10Θ© mmΘ§Ε‘5ΟφΒΡ¥Ι÷±Ε»ΈΣ0. 5mmΘ§5ΟφΕ‘6ΟφΒΡΤΫ––Ε»ΈΣ0. 5mmΓΘ
% M$ [! k2 k0 h( H) {' A+ _0 f1 i
Ζ÷ΈωΥΦ¬Ζ ΗΟΙΛΦΰΆβ–ΈάύΥΤ”Ύ≈ΘΫ«Θ§÷–Φδ”–ΩΎΉ÷ΖΫΕ¥ΓΘΗυΨίΩΆΜß“Σ«σΘ§“Σ…ηΦΤ“ΜΧ®Ή®”ΟΜζ¥≤Ε‘ΗΟΙΛΦΰΒΡ1 ΓΪ 6ΟφΫχ––œ≥œςΦ”ΙΛΓΘΦχ”ΎΙΛΦΰΒΡ≤ΜΙφ‘ρ–ΈΉ¥ΦΑΟΪ≈ς«ιΩωΘ§―Γ‘ώAΟφΉςΈΣΕ®ΈΜΜυΟφΓΘΒΪAΟφ‘ΎΙΛΦΰΡΎ≤ΩΘ§ΗχΕ®ΈΜ…ηΦΤ¥χά¥ΝΥάß»≈ΘΚ»γΙϊΙΛΦΰ¥”Μζ¥≤’ΐ…œΖΫ…œΝœΘ§Φ¥AΟφ÷±Ϋ”¬δΒΫΕ®ΈΜΉΑ÷Ο…œΘ§‘ρ‘ΎΕ®ΈΜΜζΙΙ…ηΦΤ ±Φ»“ΣΗχΙΛΦΰΕ®ΈΜ”÷“Σ±ήΩΣΙΛΦΰΒΉ≤ΩΚαΝΚΘ§“‘ΟβΖΔ…ζΗ……φΘ§ΒΦ÷¬Ε®ΈΜΉΑ÷Ο…ηΦΤΫœΖ±ΥωΘ§…θ÷ΝΈόΖ® Βœ÷ΘΜ»γΙϊΙΛΦΰ¥”Μζ¥≤≤ύΟφ…œΝœΘ§Φ¥ΫΪΙΛΦΰ¥”Μζ¥≤ΒΡ“Μ≤ύΚαœρΆΤ»κΕ®ΈΜΉΑ÷Ο…œΘ§‘ρΙΛΦΰΕ®ΈΜΟφ»ί“ΉΡΞΥπΘ§Μα”ΑœλΜζ¥≤ΒΡΦ”ΙΛΨΪΕ»Θ§Ρ―“‘¬ζΉψΩΆΜßΒΡ“Σ«σΓΘ - ?( v- r2 H) y& G, r
Μυ”Ύ“‘…œΝΫΒψΩΦ¬«Θ§…ηΦΤΝΥ“Μ÷÷Ω…“‘ΑΎΤπΒΡΕ®ΈΜΉΑ÷ΟΓΘΦ¥ΫΪΙΛΦΰ¥”Μζ¥≤’ΐ…œΖΫ…œΝœΘ§Β±»Ζ»œ”–ΝœΚσΘ§Ε®ΈΜΉΑ÷Ο¥©ΙΐΙΛΦΰΒΡΩΎΉ”ΖΫΕ¥ΑΎΤπΘ§÷±Ϋ”ΗχΙΛΦΰAΟφΕ®ΈΜΘ§’β―υΘ§Ε®ΈΜΉΑ÷ΟΦ»≤ΜΜα”κΙΛΦΰΗ……φΘ§”÷ΫΒΒΆΕ‘AΟφΒΡΡΞΥπΘ§≤Δ«“ΫαΙΙΦρΒΞΘ§Ε®ΈΜΩ…ΩΩΓΘ 4 I% N+ ?+ W8 E) f
) `% t X' B- G7 r, ^; \+ [7 X, Y
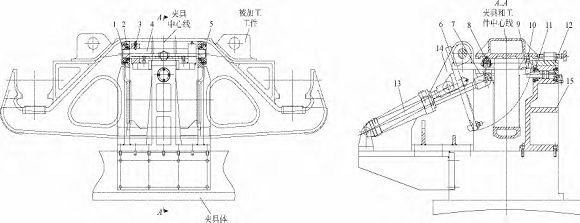
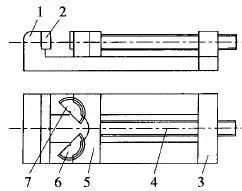
ΆΦ2 Ε®ΈΜΧßΤπΉΑ÷ΟΦρΆΦ( ΙΛΦΰΕ®ΈΜΉ¥Χ§) 1-÷α≥–ΉσΕΥΗ« 2-Ϋ«Ϋ”¥Ξ«ρ÷α≥– 3-÷αœρΕ®ΈΜ¬ίΕΛ 4-ΜΊΉΣ÷α 5-÷α≥–”“ΕΥΗ« 6-–ΐΉΣΆ–Αε 7-÷ßΦή 8-Ε®ΈΜΙωΉ” 9-–®Ωι 10-Ε®ΈΜΒς’ϊΕΛ 11-–®–ΈΜν»ϊΗΥ 12-Β≤Χζ 13-“Κ―ΙΗΉ 14-ΜΊΉΣ÷α÷ßΦή 15-÷ßΉυ ) ]3 M- ~8 A+ h# g. @
ΕΰΓΔ“λ–ΈΙΛΦΰ≥Β¥≤ΉΑΦ–ΥΦ¬Ζ“λ–ΈΙΛΦΰΒΡΦ”ΙΛΖΫΖ®Ά®≥Θ”–»ΐ÷÷ΘΚ 4 N& F; Z5 c; T# t
ΥΡΉΠΩ®≈ΧΉΑΦ–Φ”ΙΛ“λ–ΈΙΛΦΰ ‘Ύ≥Β¥≤…œ Ι”ΟΥΡΉΠΩ®≈ΧΉΑΦ–ΙΛΦΰΘ§»ΜΚσ Ι”ΟΑΌΖ÷±μΕ‘ΙΛΦΰΫχ––ΒΞΦΰ’“’ΐΘ§‘ΌΫχ––Φ”ΙΛΓΘ ΥϋΒΡ»±ΒψΚήΟςœ‘Θ§Φ”ΙΛΙΐ≥Χ÷–Θ§Β±“ΜΗωΙΛΦΰΒΡ“ΜΒάΙΛ–ρΦ”ΙΛΆξ≥…ΚσΘ§Φ”ΙΛœ¬“ΜΗωΙΛΦΰΒΡΆ§“ΜΒάΙΛ–ρΜΙ–η“Σ÷Ί–¬ΉΑΦ–Θ§‘Ό”ΟΑΌΖ÷±μΫχ––’“’ΐΘ§ΒΦ÷¬Φ”ΙΛ–ß¬ ΒΆœ¬Θ§άΥΖ―ΚήΕύΒΡ ±ΦδΓΘ 3 G. }4 n {& v# w
”Ο»ΐΉΠΉ‘Ε®–ΡΩ®≈ΧΫχ––ΉΑΦ–“λ–ΈΙΛΦΰ Ι”Ο»ΐΉΠΉ‘Ε®–ΡΩ®≈ΧΫχ––ΉΑΦ–“λ–ΈΙΛΦΰΘ§ΫΪΙΛΦΰΙΧΕ®‘ΎΩ®≈Χ…œΚσ Ι”ΟΑΌΖ÷±μ’“’ΐΓΘ ΒΪ“ρΩ®ΉΠ «Ά§≤Ϋ‘Υ––Θ§Υυ“‘÷ΜΡήΗυΨίΑΌΖ÷±μ≤βΝΩ«ιΩω‘ΎΩ®ΉΠΈΜ÷ΟΦ”ΒφΤ§ΒΡΖΫΖ®Ϋχ––’“’ΐΘ®“ΣΒΞΕά÷ΤΉς±ξΉΦΒφΩιΘ©ΓΘ’βΜα‘λ≥…ΙΛΦΰΒΡΦ”ΙΛΨΪΕ»≤ΜΗΏΘ§Εχ«“ΗΟΖΫΖ®÷ΜΡήΦ”ΙΛΦρΒΞΒΡ“λ–ΈΙΛΦΰΓΘ
8 R( a$ Q7 J! O/ h; d* k) M3 ^5 B
Μ®≈Χ Ϋχ––Φ”ΙΛ“λ–ΈΙΛΦΰ Ι”ΟΜ®≈ΧΫχ––Φ”ΙΛΘ§“ΜΑψ±»ΫœΗ¥‘”ΒΡΙΛΦΰ≤≈Μα Ι”ΟΜ®≈ΧΉΑΦ–ΙΛΦΰΘ§ΕχΙΛΦΰΒΡΉΑΦ–’“’ΐΖΫ ΫΚΆΥΡΉΠΩ®≈ΧΜυ±ΨœύΆ§Θ§ΒΪ”…”ΎΙΛΦΰΫœΗ¥‘”Θ§ΉΑΩ®ΫœάßΡ―Θ§Υυ“‘’“’ΐΒΡ ±ΦδΜα±»Ϋœ≥ΛΘ§ ΙΒΟ≤…”ΟΜ®≈ΧΦ”ΙΛΒΡ–ß¬ Ά§―υΚήΒΆΓΘ
. b6 _* {3 t0 D
Εχ±ΨΈΡΫι…ήΝΥ÷±Ϋ””Ο≥Β¥≤…œΒΡ»ΐΉΠΉ‘Ε®–ΡΩ®≈ΧΫχ––ΉΑΦ–“λ–ΈΙΛΦΰΘ§‘ΎΩ®≈Χ…œΉΑΦ–ΆβΧΉΚΆ¬ζΉψ“λ–ΈΙΛΦΰΒΡΡΎΧΉΘ§“Μ¥ΈΉΑΩ®ΒΫΈΜΘ§≤Μ”Ο’“’ΐΘ§¥”ΕχΈΣ≈ζΝΩΦ”ΙΛ“λ–ΈΙΛΦΰΫΎ‘Φ¥σΝΩ ±ΦδΘ§ΧαΗΏάΆΕ·–߬ ΓΘΈΡ÷–ΥυΧα≥ωΒΡ≤…”Ο»ΐΉΠΉ‘Ε®–ΡΩ®≈Χ…œΉΑΦ–Η¥‘”“λ–ΈΙΛΦΰΒΡΦ–ΨΏΘ®ΆΦ3 Υυ ΨΘ©ΓΘ 8 c& L* ]3 ?5 J9 Q
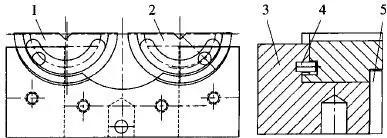
ΆΦ3 »ΐΉΠΉ‘Ε®–ΡΩ®≈ΧΫαΙΙ Ψ“βΘ®1Θ© 6 ^, Y& _/ j& U D- f3 V. W
¥ΥΦ–ΨΏΖ÷ΈΣ»ΐ≤ΩΖ÷Θ§’β»ΐ≤ΩΖ÷Ζ÷±πΙΧΕ®‘Ύ»ΐΗωΩ®ΉΠΒ±’β»ΐ≤ΩΖ÷±’Κœ ±Θ§“λ–ΈΙΛΦΰΉΑΦ–Φ–ΨΏΒΡΉΑΦ–ΩΉ”κΥυΦ”ΙΛ“λ–ΈΙΛΦΰΒΡΉΑΦ–ΟφœύΤΞ≈δΓΘΤδ÷–“λ–ΈΙΛΦΰΉΑΦ–Φ–ΨΏΘ®Αϋά®Φ–ΨΏΆβΧΉΚΆΦ–ΨΏ–ΨΘ©ΒΡΦ–ΨΏΆβΧΉΑ≤ΉΑ‘ΎΩ®ΉΠ…œΘ§Φ–ΨΏ–ΨΑ≤ΉΑ‘ΎΦ–ΨΏΆβΧΉ…œΘ§≤Δ…η÷Ο”–ΉΑΦ–ΩΉΓΘ
; F/ |7 ~; m5 b( u, n
Τδ÷–Φ–ΨΏΆβΧΉΈΣ‘≤ΜΖ–ΆΘ§≤Δ…η÷Ο”–Φ–ΨΏ–ΨΑ≤ΉΑΟφΓΘΕχΦ–ΨΏ–ΨΈΣ‘≤ΜΖ–ΆΘ§÷–ΦδΒΡΩΉΈΣΉΑΦ–ΩΉΓΘΦ–ΨΏΆβΧΉ”κΩ®ΉΠΆ®ΙΐΝ§Ϋ”¬ίΥ®ΝΣΫ”ΙΧΕ®Θ§Εχ«“Φ–ΨΏ–Ψ”κΦ–ΨΏΆβΧΉΆ®ΙΐΝ§Ϋ”¬ίΥ®ΓΘ≤…”Ο±ΨΖΫΖ®Φ”ΙΛ ±≤Μ–η“ΣΫχ––ΉΑΦ–’“’ΐΘ§ΡήΙΜΗυΨί“λ–ΈΙΛΦΰΒΡ–ΈΉ¥Ή‘Ε·Ε®ΈΜ’“’ΐΘ§¥σ¥σΥθΕΧΝΥΦ”ΙΛ ±ΒΡΗ®÷ζ ±ΦδΘ§ΫΒΒΆΝΥΉΑΦ– ±ΒΡάέΦΤΈσ≤νΘ§ΧαΗΏΝΥΦ”ΙΛΨΪΕ»ΚΆάΆΕ·–߬ Θ§Ω…ΙψΖΚ”Ο”Ύ¥σ≈ζΝΩΒΡ“λ–ΈΙΛΦΰΒΡΦ”ΙΛΘ§≤Δ«“ΗυΨί≤ΜΆ§–ΈΉ¥ΒΡ“λ–ΈΙΛΦΰΘ§Ω… Ι”Ο≤ΜΆ§ΙφΗώΒΡΦ–ΨΏ–ΨΓΘœξœΗΥΒΟς»γœ¬ΘΚ
) V- Z" |+ y- Y( r! X
ΆΦ4 ΫαΙΙ Ψ“βΆΦΘ®2Θ© $ x+ w/ {8 J. K$ w5 Y5 N0 Q
»γΆΦ4Υυ ΨΘ§ΗΟΦ–ΨΏΖ÷ΈΣ»ΐΗω≤ΩΖ÷Θ§»ΐΉΠΉ‘Ε®–ΡΩ®≈ΧΓΔΦ–ΨΏΆβΧΉΚΆΦ–ΨΏ–ΨΓΘΫΪΦ–ΨΏΆβΧΉΒ»Ζ÷≥…»ΐΩιΘ§”Ο¬ίΥ®ΝΣΫ”‘ΎΩ®≈ΧΒΡ»ΐΗωΩ®ΉΠ…œΘΜΦ–ΨΏ–Ψ“≤Β»Ζ÷≥…»ΐΩιΘ§ΝΣΫ”‘ΎΦ–ΨΏΆβΧΉ…œΘ§Φ–ΨΏ–ΨΉιΚœΚσΘ§÷–ΦδΩΉΒΡ–ΈΉ¥ΨΆ «“λ–ΈΙΛΦΰΒΡΆβ–ΈΘ§Φ”ΙΛΦ–ΨΏ–Ψ ±“Σ±Θ÷Λ“λ–ΈΙΛΦΰΒΡΜΊΉΣ÷––Ρ”κΦ–ΨΏ–ΨΒΡ‘≤–Ρ÷ΊΚœΓΘΒ±’β»ΐ≤ΩΖ÷±’Κœ ±Θ§“λ–ΈΙΛΦΰΉΑΦ–Φ–ΨΏΒΡΉΑΦ–ΩΉ”κΥυΦ”ΙΛ“λ–ΈΙΛΦΰΒΡΉΑΦ–Οφœύ ≈δΓΘ“λ–ΈΙΛΦΰΉΑΦ–Φ–ΨΏΒΡ’β»ΐ≤ΩΖ÷”κ»ΐΉΠΉ‘Ε®–ΡΩ®≈Χ…œΒΡ»ΐΗωΩ®ΉΠΖ÷±πΝ§Ϋ”≥…ΈΣ“ΜΗω’ϊΧεΘ§‘ΎΩ®ΉΠ“ΤΕ· ±Ρή”κΩ®ΉΠΆ§≤Ϋ‘ΥΕ·Θ§¥οΒΫΉ‘Ε·Ε®–ΡΒΡ–ßΙϊΓΘ
, K+ J) ]& l' L) F8 l
‘ΎΦ”ΙΛΙΛΦΰ ±Θ§Α―“λ–ΈΙΛΦΰΦ–ΨΏΆβΧΉΑ≤ΉΑΒΫ»ΐΉΠΉ‘Ε®–ΡΩ®≈ΧΒΡΩ®ΉΠ…œΘ§Α―Φ–ΨΏ–Ψ”Ο¬ίΥ®ΙΧΕ®‘ΎΦ–ΨΏΆβΧΉ…œΘ§‘ΌΑ―ΙΛΦΰΉΑΦ–ΒΫΉΑΦ–ΩΉ÷–Θ§»ΜΚσ Ι”ΟΩ®≈ΧΦ–ΫτΘ§’β―υΙΛΦΰΨΆΡήΉ‘Ε·Ε®ΈΜ’“’ΐΘ§ Ι”ΟΗΟΉΑ÷ΟΦ”ΙΛ ±≤Μ–η“Σ÷ΊΗ¥Ϋχ––’“’ΐΘ§ΡήΙΜΗυΨί“λ–ΈΙΛΦΰΒΡ–ΈΉ¥Ή‘Ε·Ε®ΈΜ’“’ΐΘ§¥σ¥σΥθΕΧΝΥΦ”ΙΛ ±ΒΡΗ®÷ζ ±ΦδΘ§ΫΒΒΆΝΥΉΑΦ– ±ΒΡάέΦΤΈσ≤νΘ§ΧαΗΏΝΥΦ”ΙΛΨΪΕ»ΚΆάΆΕ·–߬ Θ§ «Τ’Ά®Φ”ΙΛΖΫΖ®ΒΡ»ΐ±Ε“‘…œΘ§Ω…ΙψΖΚ”Ο”Ύ¥σ≈ζΝΩΒΡ“λ–ΈΙΛΦΰΒΡΦ”ΙΛΓΘ & v, A( D$ K+ ~
Υυ ωΒΡ“λ–ΈΙΛΦΰΉΑΦ–Φ–ΨΏΑϋά®Φ–ΨΏΆβΧΉΚΆΦ–ΨΏ–ΨΘ§Φ–ΨΏΆβΧΉΑ≤ΉΑ‘ΎΩ®ΉΠ…œΘ§Φ–ΨΏ–ΨΑ≤ΉΑ‘ΎΦ–ΨΏΆβΧΉ…œΘ§≤Δ…η÷Ο”–ΉΑΦ–ΩΉΓΘΦ–ΨΏ–ΨΩ…“‘ΗυΨί“λ–ΆΙΛΦΰΒΡΧΊ β–‘…ηΦΤ≥ω≤ΜΆ§–ΈΉ¥ΒΡΉΑΦ–ΩΉΘ§Εχ«“Φ–ΨΏ–ΨΩ…“‘≤π–ΕΘ§ΗυΨί≤ΜΆ§ΒΡΙΛΦΰΘ§Ω…“‘ΗϋΜΜ≤ΜΆ§ΒΡΦ–ΨΏ–ΨΓΘ
7 i' J' D d* ^4 m: o- Z
ΆΦ5 ΫαΙΙ Ψ“βΆΦΘ®3Θ© b! v, D2 K& l: G" {6 g
»γΆΦ5Υυ ΨΘ§Φ–ΨΏΆβΧΉΈΣ‘≤ΜΖ–ΆΘ§≤Δ…η÷Ο”–Φ–ΨΏ–ΨΑ≤ΉΑΟφΓΘΦ–ΨΏ–ΨΈΣ‘≤ΜΖ–ΆΘ§ΜΖ–ΨΈΣΉΑΦ–ΩΉΓΘΦ–ΨΏΆβΧΉΆ®ΙΐΆβ‘≤ΜΖΟφΕ®ΈΜΘ§”Ο≥ΝΆΖ¬ίΥ®Α≤ΉΑ‘ΎΩ®ΉΠ…œΘ§Φ–ΨΏ–ΨΑ≤ΉΑΟφ”Ο”ΎΦ–ΨΏ–ΨΒΡΑ≤ΉΑΚΆΕ®ΈΜΘ§Εχ«“‘≤ΜΖ–Ά»ί“ΉΦ”ΙΛΘ§ΡήΗϋΚΟΒΡΩΊ÷Τ“λ–ΈΙΛΦΰΉΑΦ–ΨΏΒΡΦ”ΙΛΨΪΕ»ΓΘΦ–ΨΏΆβΧΉΚΆΩ®ΉΠ…œ…η÷Ο”–œύΕ‘”ΠΒΡ¬ίΥ®ΩΉΘ§Φ–ΨΏΆβΧΉ”κΩ®ΉΠΆ®Ιΐ¬ίΥ®ΩΉάϊ”Ο¬ίΥ®ΝΣΫ”Θ§Εχ«“Φ–ΨΏΆβΧΉΒΡΦ–ΨΏ–ΨΑ≤ΉΑΟφ”κΦ–ΨΏ–Ψ“≤…η÷Ο”–œύΕ‘”ΠΒΡ¬ίΥ®ΩΉΘ§Φ–ΨΏ–Ψ”κΦ–ΨΏΆβΧΉΆ®Ιΐ¬ίΥ®ΩΉάϊ”Ο¬ίΥ®ΝΣΫ”ΓΘΆ®Ιΐ’β÷÷¬ίΥ®Ν§Ϋ”ΖΫ ΫΘ§Ε‘”ΎΡΞΥπ―œ÷Ί¥ο≤ΜΒΫ“Σ«σΒΡΦ–ΨΏ–ΨΩ…“‘≤π–ΕΘ§ΗϋΜΜ °Ζ÷ΖΫ±ψΘ§ΜΙΩ…“‘ΗυΨί≤ΜΆ§ΒΡ“λ–ΆΙΛΦΰΘ§ΗϋΜΜ≤ΜΆ§ΒΡΦ–ΨΏ–ΨΓΘ
6 P C2 R: p3 V; ^+ e/ V, k8 r
»ΐΓΔ“λ–ΈΙΛΦΰΜΔ«·Φ–≥÷ΥΦ¬Ζ‘ΎΤΫ ±ΒΡ…ζ≤ζ÷–Θ§”ΟΒΡΉνΕύΒΡΧ®ΜΔ«· «ΤΫΩΎΜΔ«·ΓΘΤΫΩΎΜΔ«·“ΜΑψ”…¥χΥά«·ΩΎΚΆΥΩΡΗΒΡ«·…μΘ§¥χΕ·Μν«·ΩΎΒΡΜ§ΩιΦΑ–ΐΉΣΥΩΗήΉι≥…ΓΘ‘Ύ–ΐΉΣΥΩΗήΥΩΡΗΒΡΉς”Οœ¬¥χΕ·«·ΩΎΒΡΜ§ΩιœρΥά«·ΩΎΩΩΫϋΘ§ΝΫΗω«·ΩΎ‘ΎΥΩΗήΒΡΉς”Οœ¬Φ–ΫτΙΛΦΰΓΘ
+ Y! R, r: A! H' ^$ g- r
ΆΦ6 Τ’Ά®ΤΫΩΎΜΔ«·
. i9 a: s# [; `1 |6 {* K
ΥϋΒΡ‘≠άμ“≤ΨωΕ®ΝΥΥϋ”–“‘œ¬»±Βψ * P7 W. I3 R' @: w+ L; h/ Y
1ΓΔΦ–≥÷‘≤–ΈΦΑ“λ–ΆΙΛΦΰ ±Θ§Φ–≥÷ΒΡ «ΙΛΦΰΒΡΝΫΧθΡΗœΏΘ§Ϋ”¥ΞΖΫ ΫΈΣΝΫΧθœΏΫ”¥ΞΓΘΝψΦΰΉΑΦ–≤ΜΈ»Ε®Θ§»γΙϊ‘ωΦ”«·ΩΎΕ‘ΙΛΦΰΒΡ―ΙΝΠ≥Θ≥ΘΜαΦ–…ΥΝψΦΰΓΘ # F: O7 _5 P) z, ~( n( \
2ΓΔ»γΙϊ‘≤–ΈΦΑ“λ–ΆΙΛΦΰ”––ΈΈΜΙΪ≤ν“Σ«σΜρ «≈ζΝΩ…ζ≤ζ ±Θ§“ρΝΫΗω«·ΩΎΈόΖ®’ΐ»ΖΕ®ΈΜΆ®≥ΘΈόΖ®¬ζΉψ“Σ«σΓΘ
3 ?0 H( a$ o' S1 ~
3ΓΔΤΫΩΎΜΔ«·Ε‘”Ύ“λ–ΈΝψΦΰΗυ±ΨΨΆΈόΖ®Φ–≥÷ΓΘ
1 A/ _3 d- W" w( w0 c7 ~, K# u W
Εχ±ΨΈΡΫι…ήΒΡΗΏΨΪΕ»‘≤ΩΎΜΔ«· Ι”ΟΤΫΩΎΜΔ«·ΒΡΜυ±ΨΫαΙΙΘ§ΗυΨί»ΐΒψΕ®ΈΜ‘≠άμΘ§ΫΪ«·ΩΎ…ηΦΤΈΣ ”Π”ΎΉΑΦ–‘≤–ΈΦΑ“λ–ΆΙΛΦΰΒΡΩ…Ή‘Ε·Βς’ϊ»ΐ«·ΩΎΫαΙΙ–Έ ΫΓΘΫβΨωΝΥ Ι”ΟΜΔ«·Φ–≥÷‘≤–ΈΦΑ“λ–ΆΙΛΦΰ’β“ΜΡ―ΧβΓΘΗΏΨΪΕ»‘≤ΩΎΜΔ«·œΒΝ–≤ζΤΖΒΡ―–÷ΤΧν≤ΙΝΥΜΔ«·ΫαΙΙΒΡ’β“ΜΩ’ΑΉΓΘ
6 ~4 I a; n1 ^
…ηΦΤΥΦ¬Ζ ‘≤ΩΎΜΔ«·ΒΡΙΛΉς‘≠άμ «ΗυΨί»ΐΒψΕ®ΈΜΙΛΉς‘≠άμΓΘ≤Έ’’»ΐΉΠΩ®≈ΧΦ–≥÷‘≤–ΈΝψΦΰΒΡΙΛΉςΖΫ ΫΘ§ΫΪΜΔ«·ΒΡΦ–≥÷≤ΩΖ÷…ηΦΤ≥…Ω…Ή‘Ε·Βς’ϊΒΡ»ΐ«·ΩΎΫαΙΙ–Έ ΫΓΘΑ¥’’ΝψΦΰΒΡ¥σ–ΓΚΆ–ΈΉ¥Θ§Φ–Ϋτ ±Ή‘Ε·ΒςΫΎ»ΐ«·ΩΎΈΜ÷ΟΘ§ ¥”Εχ¬ζΉψΉΑΦ–‘≤–ΈΦΑ“λ–ΆΙΛΦΰΒΡ“Σ«σΓΘΜυ±ΨΙΛΉς‘≠άμ «1–ΐΉΣΥΩΗή4Θ§Μ§Ωι5‘ΎΥΩΗήΒΡΉςœ¬œρΉσ‘ΥΕ·Θ§Μν«·ΩΎ6ΦΑΜν«·ΩΎ7ΥφΜ§Ωι“ΜΤπœρΥά«·ΩΎ3ΩΩΫϋΓΘ‘ΎΥΩΗήΒΡΉς”Οœ¬3 Ηω«·ΩΎ“ΜΤπΦ–ΫτΙΛΦΰΓΘ3 Ηω«·ΩΎ÷–”–1Ηω«·ΩΎΒΡΈΜ÷Ο «ΙΧΕ®≤ΜΕ·ΒΡΘ§ΝμΆβ2 Ηω«·ΩΎΒΡΫ«Ε»ΦΑΈΜ÷ΟΩ…“‘ΥφΙΛΦΰΆβ–ΈΉ‘Ε·ΒςΫΎΘ§¥”Εχ¬ζΉψ“λ–ΆΝψΦΰΒΡΉΑΦ–ΙΧΕ®ΓΘ 8 \' C- K1 V! }' ^
2 {# s4 ]/ K) V) ~
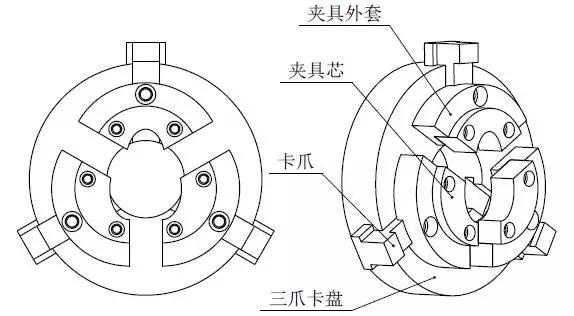
ΆΦ7 ‘≤ΩΎΜΔ«·ΫαΙΙ Ψ“βΆΦ 1-«·…μ 2-Υά«·ΩΎ 3-ΥΩΡΗ 4-ΥΩΗή 5-Μ§Ωι 6ΓΔ7-Μν«·ΩΎ 1 Y* X. Z% K# c# K- ~1 S
‘≤ΩΎΜΔ«·Ήν¥σΒΡ”≈Βψ‘Ύ”ΎΦ–≥÷ΙΛΦΰΒΡΕύ―υ–‘ΓΘ≤ΜΒΪ ”Ο”ΎΤΫΑεάύΝψΦΰΒΡΦ–≥÷Θ§Ηϋ Κœ‘≤–ΈΦΑ“λ–ΆΙΛΦΰΒΡΦ–≥÷ΓΘΦ–≥÷Έ»Ε®–‘ΚΟΘ§Ω…Ή‘Ε·Ε®ΈΜΘ§¬ζΉψΝψΦΰΒΡ–ΈΈΜΙΪ≤ν“Σ«σΓΘ
0 w: W K( f( R4 i: [
‘≤ΩΎΜΔ«·ΒΡΦΦ θΡ―Βψ‘Ύ”ΎΝΫΗωΜνΕ·«·ΩΎΒΡ…ηΦΤΦ»“Σ¬ζΉψΉ‘Ε·Βς’ϊ“Σ«σΘ§ΥφΙΛΦΰΒΡΆβ–ΈΕχΗΡ±δΈΜ÷ΟΘ§”÷“Σ¬ζΉψΕ®ΈΜΈ»Ε®–‘ΒΡ“Σ«σΓΘ±Θ÷ΛΙΛΦΰΉΑΦ–ΒΡάΈΙΧΈ»Ε®Θ§ΈΣ¥Υ…ηΦΤΫΪΝΫΗωΜν«·ΩΎ“‘‘≤ΜΓΟφΫ”¥ΞΒΡΖΫ ΫΑ≤ΉΑ”ΎΜνΕ·Μ§Ωι…œΓΘΥφΉ≈Μ§ΩιΒΡ‘ΥΕ·Θ§Μν«·ΩΎ’≈ΚœΘ§ΥφΉ≈ΙΛΦΰΆβ–ΈΒΡ±δΜ·Θ§Μν«·ΩΎ―Ί‘≤ΜΓΟφ–ΐΉΣΓΘ“‘±Θ÷Λ«·ΩΎ”κΙΛΦΰ±μΟφ’ΐ»ΖΫ”¥ΞΘ§¥”Εχ Βœ÷Ε‘ΗςάύΝψΦΰΒΡΉΑΦ–ΓΘ : {8 l& e o. H
+ E! Z f9 k) w- J. o* X1 t
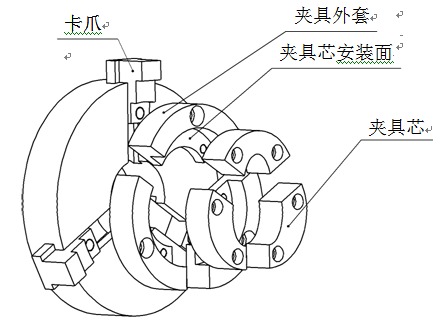
ΆΦ8 Ν§Ϋ”ΙΊœΒ Ψ“βΆΦ 1ΓΔ2-Μν«·ΩΎ 3-Μ§Ωι 4-œόΈΜœζ 5-―ΙΑε ΉΑ≈δ”κΒς ‘ΦΦ θ“Σ«σ Μν«·ΩΎ2Α≤ΉΑ”ΎΜ§Ωι3÷–Θ§«·ΩΎΒΡΆβ‘≤”κΜ§ΩιΒΡΡΎ‘≤Ϋ”¥ΞΘ§«·ΩΎΒΡΡΎ≤έΟφ”κΜ§ΩιΒΡΡΎ≤έΟφΫ”¥ΞΘ§¥”Εχ±Θ÷ΛΜν«·ΩΎ”κΜ§Ωι Φ÷’±Θ≥÷‘≤ΜΓΟφΫ”¥ΞœόΈΜœζ4ΦΑ―ΙΑε5Ζά÷ΙΜν«·ΩΎ¥”Μ§Ωι÷–Βτ≥ωΓΘΨΏΧε“Σ«σ»γœ¬ΘΚ 1ΓΔΙΧΕ®«·ΩΎV –Ά≤έΕ‘«·…μΒΉΟφΒΡ¥Ι÷±Ε»≤Μ¥σ”Ύ0.01mm/100mmΓΘ 2ΓΔΝΫΗωΜνΕ·«·ΩΎΗςΉ‘ΒΡV –Ά≤έΕ‘«·…μΒΉΟφΒΡ¥Ι÷±Ε»≤Μ¥σ”Ύ0.02mm/100mmΓΘ 3ΓΔ»ΐΗω«·ΩΎΉιΚœΚσΦ–≥÷ΝψΦΰΡΗœΏΕ‘«·…μΒΉΟφΒΡ¥Ι÷±Ε»≤Μ¥σ”Ύ0.02mm/100mmΓΘ ; h8 ?' ]+ h' @' T, ^
| 

 ΖΔ±μ”Ύ 2022-12-28 09:33:53
ΖΔ±μ”Ύ 2022-12-28 09:33:53