|
在大批量生产中, 为了缩短装夹工件的辅助时间, 往往采用装夹时间与产品加工时间重合的双工位高效夹具。因此, 如何设计出一种气压传动的双工位高效夹具,是许多夹具设计人员经常面临的问题。下面就来介绍一种双工位气动夹具。 $ K3 h# U" M: d0 u
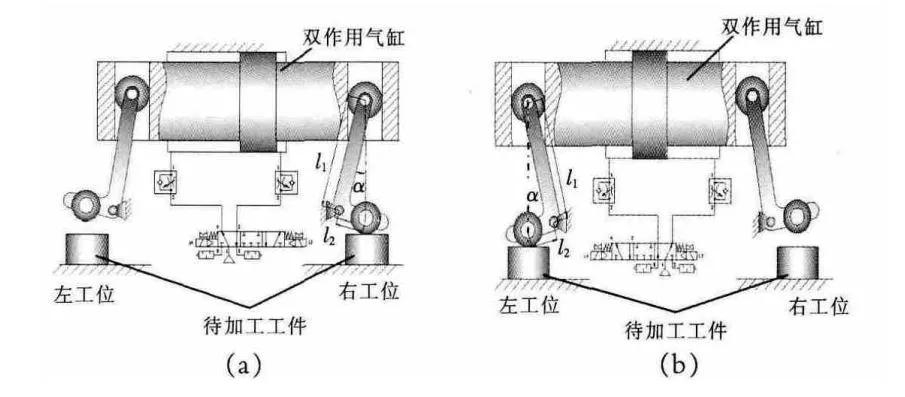
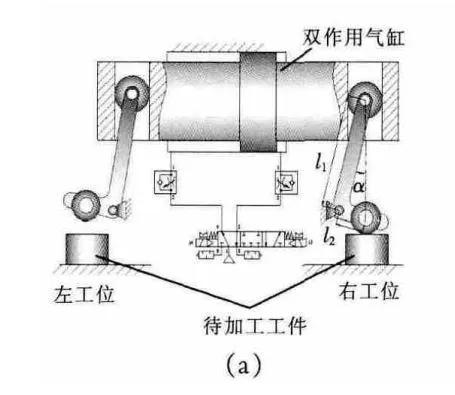
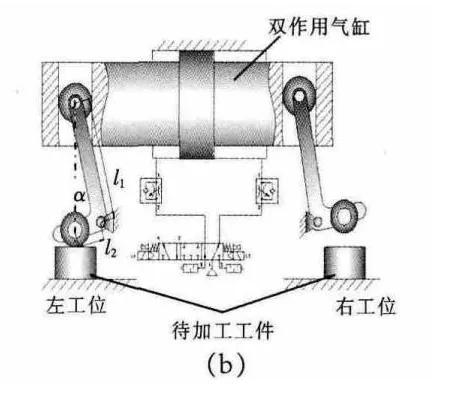
图1 夹具原理图
( \" y# j/ c8 n* C$ z2 z; O
图1是夹具的工作原理图,其设计创意在于气缸活塞杆输出两端滚柱铰链采用对称设计,铰链连接 L形杠杆的设计实现夹紧力的放大。阀芯处于图(a)所示左位状态,压缩空气进入气缸左气腔,推动气缸活塞向右运动;右工位活塞杆则通过右边的滚柱铰链杠杆增力机构,对右工位的工件进行夹紧。此时左工位活塞杆拉动增力机构,使得左工位松开进行装卸。 # y p, Z! s: q9 i) ]7 o+ {
. `9 i# r F5 P0 b& {: v' Z3 U. C
当右边工件的加工过程完成后,其阀芯切换至图(b)所示右位工作状态,压缩空气进入右气腔,推动气缸活塞向左运动,左工位被夹紧。
) _' z' E; u F2 `& \* ^
2 k# }9 b! K3 Q M
左右两个工位如此循环交替工作, 巧妙使用了空行程, 由于工件的加工时间与装卸时间部分重合, 节约了装卸时间, 因而大幅度提高了生产效率。此设计仅采用一个驱动气缸,就能实现两个工位工件的顺序夹紧,工件的切削加工时间与装卸时间重合,同时夹紧单元平稳运动,最终得到最大的夹紧力,符合一般夹具对夹紧元件运动速度特性与夹紧力特性的要求。 : g; h6 F2 N/ N+ j# g7 ^$ g' K
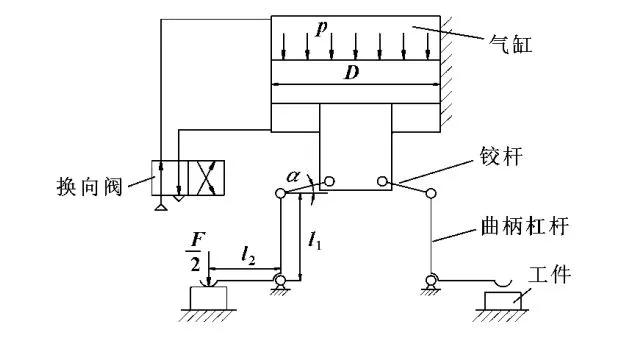
四种方案:解决单气缸驱动双工位夹具同时夹紧非等高工件采用“一个气缸一个工位”的原则所设计的传统双工位夹具具有结构不紧凑等缺点。为此设计了一种单缸驱动双工位夹具(图2),基本原理为: 当换向阀处于左位时,压缩空气进入气缸无杆腔,使活塞向下运动,带动铰杆-杠杆增力机构发生角度-长度效应。
' n) X- L, b; k2 P! n+ @$ \
图2 固定式的铰杆-杠杆增力双工位气动夹具
+ w$ K9 `6 A4 D E' L
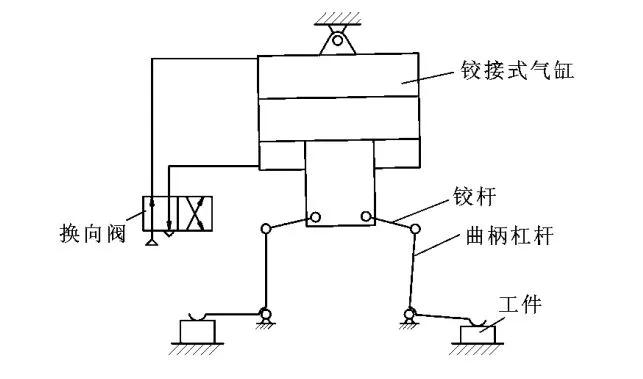
方案一:铰接式气缸的双工位气动夹具 C6 Z6 S7 @) z9 a; y: I
图3 铰接式气缸的双工位气动夹具
' L. y7 E6 ]! h4 @0 U# n S# b5 i
将固定式气缸变为铰接式气缸,工作原理为: 当换向阀处于图3左位时,压缩空气进入无杆气缸腔,推动活塞向下运动,由铰杆-杠杆组成的机构实现了力的二次增大。活塞向下运动,当左边工件被夹紧后,铰接式气缸发生摆动,带动活塞一同摆动,通过活塞与铰杆-杠杆的复合运动使右边工件被夹紧,从而实现同时夹紧不等高工件。待工件加工完毕后,换向阀切换至右位工作,压缩空气进入气缸有杆腔,活塞向上运动,使夹紧元件松开工件。 1 ]' _3 c0 T% S. }1 H, ^
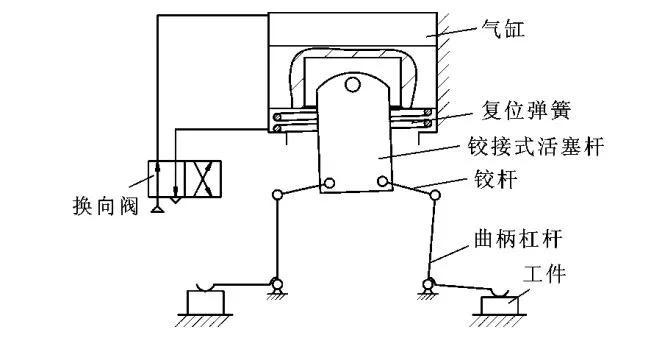
方案二:铰接式活塞杆的双工位气动夹具
- N) c, s' }) O3 L5 ~ k
图4 铰接式活塞杆的双工位气动夹具 2 o7 s/ W2 a" J8 _
利用铰接式活塞杆的方法实现双点浮动夹紧工件。活塞杆的质量小于气缸的质量,活塞杆摆动时的惯性低于气缸,噪声有所降低,但惯性冲击和噪声依然存在。图4的工作原理与图2相似,不同之处在于: 当左边工件被夹紧后,活塞杆发生摆动,利用铰杆-杠杆的复合运动实现右边工件的夹紧。活塞杆为单作用运动,一般采用外力松开工件,在图4中弹簧的弹性能恢复推动活塞向上运动,使夹紧元件松开工件。 ( o X+ o: `( x1 X
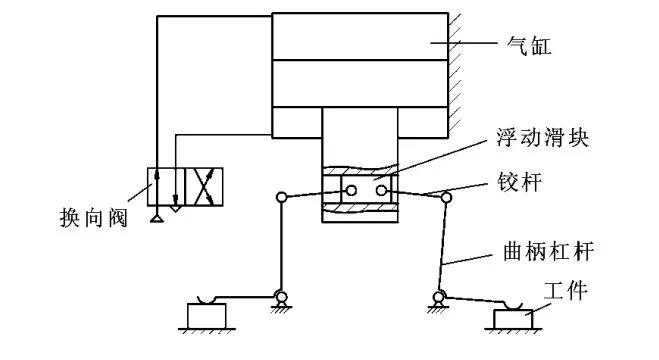
方案三:浮动式滑块的双工位气动夹具 * d- j0 p/ V- l0 l- K
图5 浮动式滑块的双工位气动夹具 ; A o4 v# a* b" q: A+ H8 a- ]
在活塞杆中放置浮动滑块构成双点浮动夹紧气动夹具。如图5所示,压缩空气进入无杆气缸腔,推动活塞向下运动,当左边工件被夹紧后浮动滑块向右移动,通过铰杆-杠杆之间的复合运动实现右边工件的夹紧。与图3和4相比: 系统的结构刚性有所提高,惯性冲击和噪声较少;同时浮动滑块与滑槽之间的摩擦较大,浮动滑块对制造和安装的要求较高。
# Z* o$ w. I/ _
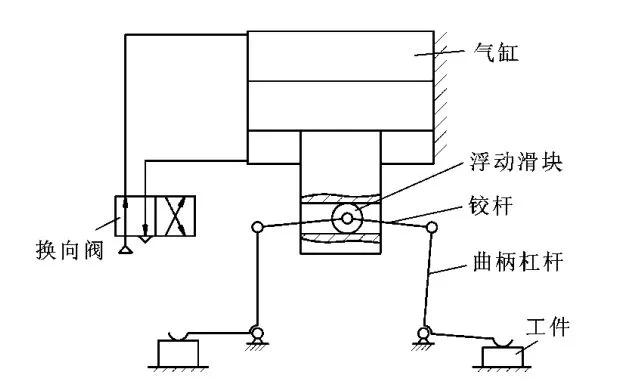
方案四:浮动式滚轮的双工位气动夹具 . w0 l1 p0 n3 Z$ M
图6 浮动式滚轮的双工位气动夹具 6 s3 }; o' \' Q X3 R3 {
为改善摩擦采用高副滚轮代替低副滑块。其工作原理为: 在滑槽内放置一滚子,两边的铰杆铰接于滚子中心。如图 6所示,换向阀处于左位时,压缩空气进入无杆气缸腔推动活塞向下运动,当左边工件被夹紧后,浮动滚轮向右移动,通过铰杆-杠杆的复合运动实现右边工件的夹紧。工件加工完毕,换向阀切换至右位工作,压缩空气进入气缸有杆腔,活塞向上运动,夹紧元件松开工件。
4 J2 U: m: ?# @- k% N1 L% j
结语8 A% T% y1 U8 K+ A
单气缸双工位的气动夹具最大的利用了机床的运动能力,工件的切削以及装夹时间重合,节能同时效率提高。针对不能夹紧非等高工件的特点也可以使用上述四种方案来解决,4种解决方法均是解决自由度不足的问题,通过增加一个自由度,从而实现双点浮动夹紧工件。 / y% t. L6 E3 T
| 

 发表于 2022-12-12 09:35:48
发表于 2022-12-12 09:35:48