|
齿轮制造的技术至关重要,为大家分享齿轮加工的三个专利,改进生产工艺。
. q. E4 M& B0 H0 W9 c8 N* k" R
一、齿轮内齿插齿工装夹具针对问题 + _/ [! u4 f1 P% a+ [( n2 t& L( ?4 J
在齿轮内齿加工中,现有的工装夹具是通过芯轴外花键定心和压板将被加工齿轮压在插齿工作机台上,定位精度差,同时拆装不方便。
; t9 V& R& k% Z9 d9 u0 R
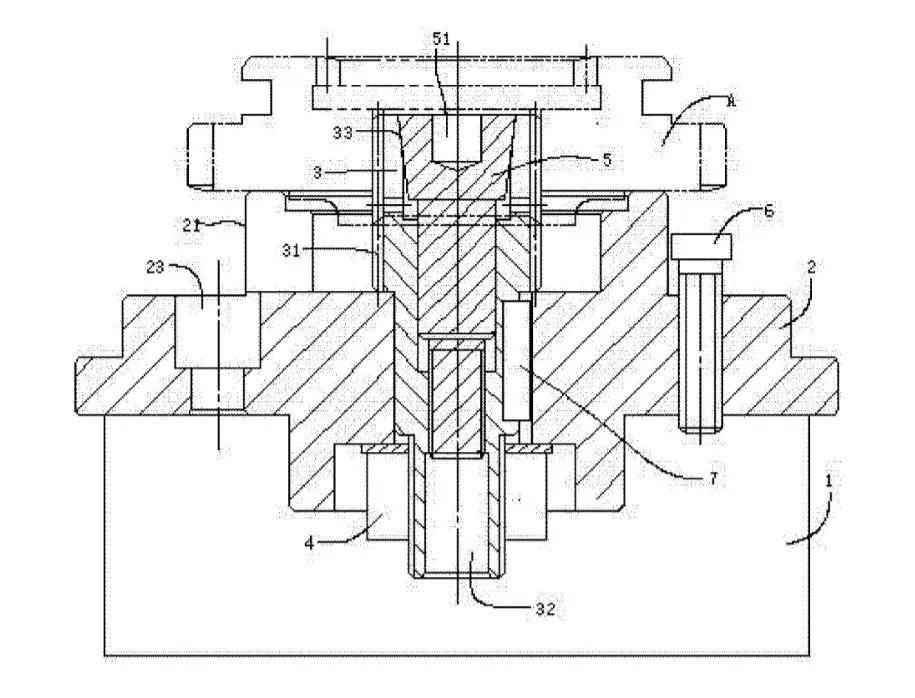
图1齿轮内齿插齿夹具结构示意 1.机台 2.定位座圈 21.凸环 211.槽口 22.中部通孔 23.沉头槽孔 24.螺纹槽孔 3.芯轴 31.外花键 32.螺纹通孔 33.漏斗状锥面 4.锁紧螺母 5.涨开螺钉 51.内四角 6.顶起螺钉 7.防转动定位键 A.被加工齿轮
7 H. o6 ~5 x' r- O
技术方案
4 ] }9 D2 n; v) K/ p$ ~4 c
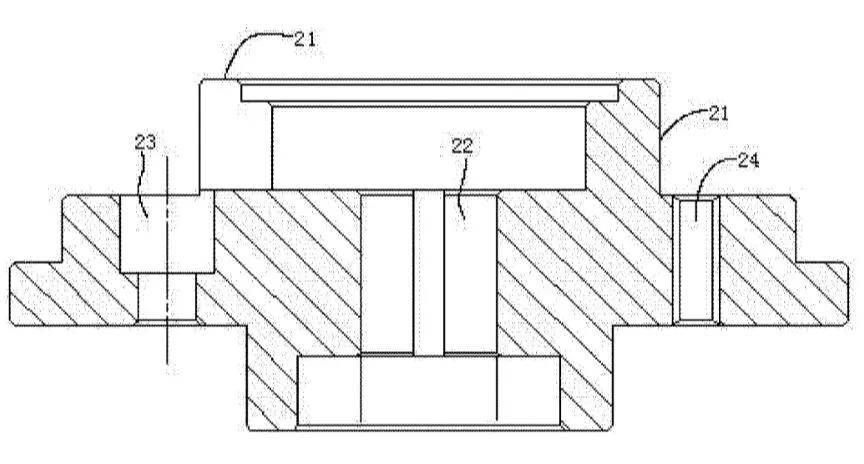
齿轮内齿插齿工装夹具,包括齿轮加工机台,机台上有定位座圈(图2),定位座圈上端面具有凸环,定位座圈中部通孔内设置有芯轴及防转动定位键。芯轴上端凸部具有与被加工齿轮的内花键相配合的外花键,芯轴下端螺纹部伸出定位座圈与锁紧螺母相连接。芯轴中部螺纹通孔的上端开口处设有漏斗状锥面,内螺接有涨开螺钉,涨开螺钉上端头具有与漏斗状锥面相配合以使芯轴上端凸部膨胀的锥面。
* P& T& K: H8 K9 G9 T7 B
图2 定位座圈机构
% o; S9 G- V2 y" t: Y
技术特点
8 g' H$ k" w& e& B! w( b
只需通过旋转涨开螺钉即可将使得芯轴发生膨胀,通过芯轴的膨胀将被加工齿轮固定在机台上,同时夹具拆装方便,只需松开涨开螺钉即可将被加工齿轮卸下,避免的碎屑进入,提高使用寿命。 : W$ e% `# y+ c, w+ | M O, I4 K; m
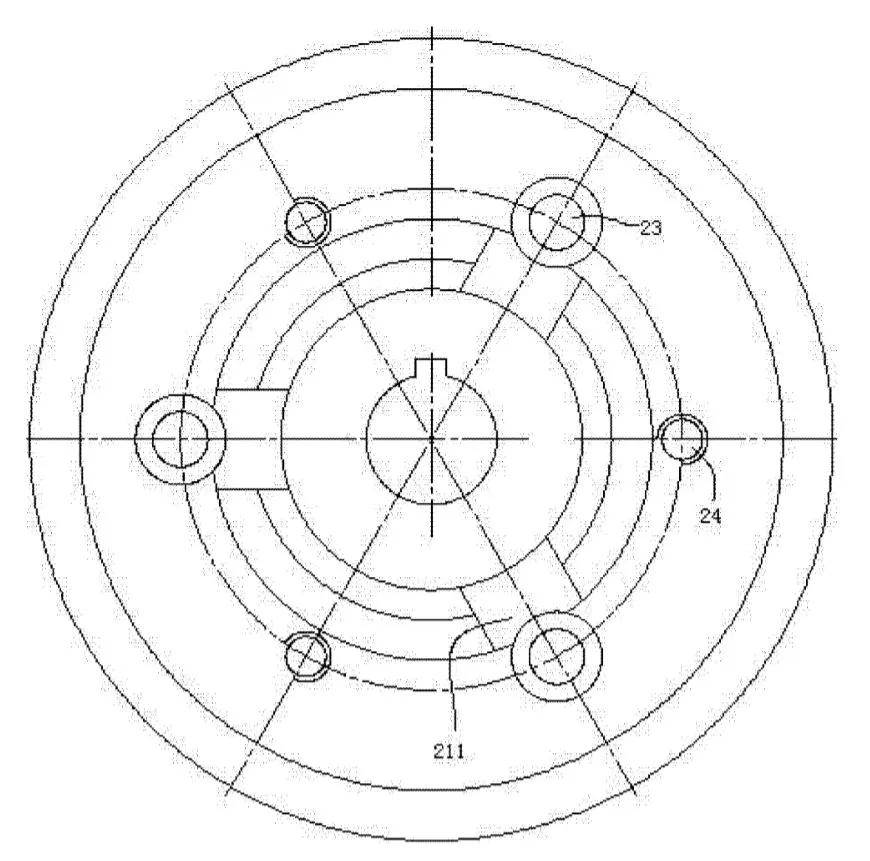
图3 定位座圈俯视图
: }3 I$ m F7 h% `
二、齿轮外花键滚齿夹具& M, Y9 u. }3 c Z! Y, [
针对问题 ) c- `( p0 R" H+ S! c' o" R
滚齿是齿轮加工的基础工序,采用滚剃工艺加工齿轮,滚齿精度对齿轮最终精度起决定作用,目前普遍采用数控机床加工齿轮,但是有结构复杂、精度要求高、造价昂贵,装卸不方便等问题。
; v. Y. C1 f1 ]7 q+ q
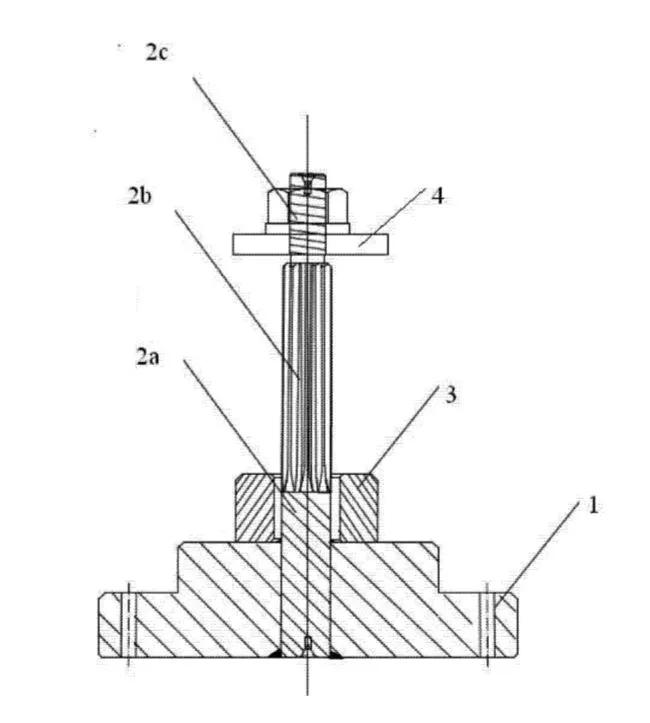
图4 齿轮外花键滚齿夹具结构示意 1.底座 2a.芯轴光杆段 2b.花键段 2c.螺杆段 3.挡圈 4.压板
. l3 ~" ~- Z: ]9 U
技术方案
5 A$ G& F$ | m% a5 o2 J
如图4的齿轮外花键滚齿夹具,将底座通过螺栓固定在滚齿机上,针对齿轮内表面设有内花键的齿轮,花键段起到导向定位的作用,挡圈起到避免齿轮掉入光杆段的作用,避免太多后啮合面夹杂铁屑或引起装配存在的间除和误差。装上齿轮后,通过螺杆配合螺帽锁紧,挡圈的高度大于伸出底座外的光杆段的长度。
( w# U4 j( ^0 s4 \6 p
图5 压板结构
5 f% d$ E+ n5 Z. O( q/ f" V
技术特点 ) B4 Z' }; t2 `" W- t) J4 ]" T; ]
结构简单,精度高。当针对不同规格的齿轮时,可以更换不同规格的挡圈,以便适应一次装夹同种产品的数量或同一种规格的内花键的另一种齿轮的齿轮的加工,整个方案实施容易、使用方便、计量精度高。 5 [3 h9 ?$ f) t+ [1 {; O
三、齿轮外花键滚齿夹具
' |# l. o6 W7 H: `1 b2 ~, Q0 e针对问题
4 u+ R+ J% m/ o) w* R
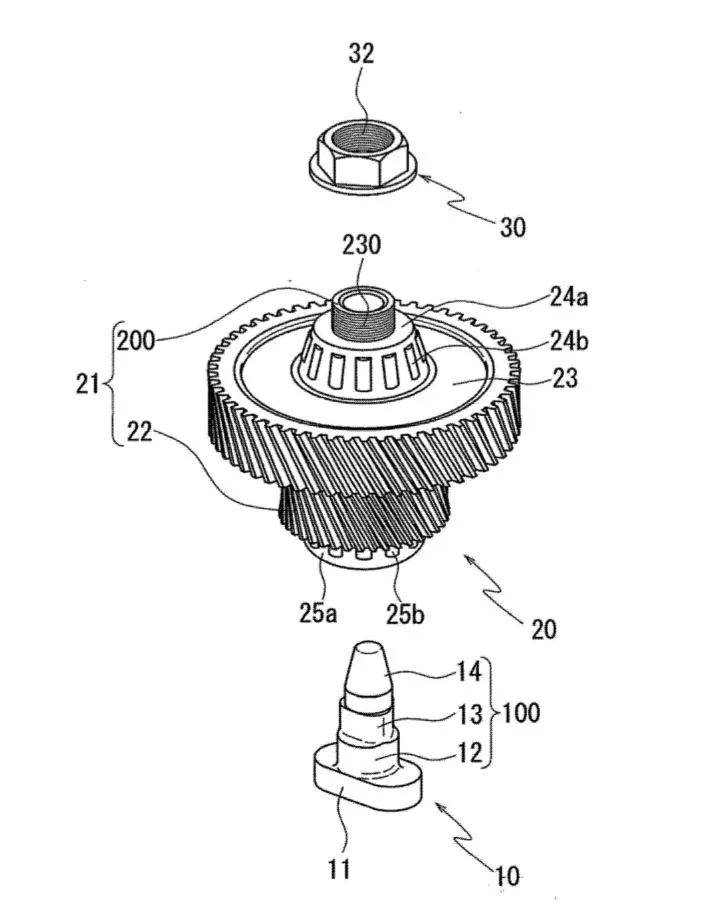
在汽车等使用的变速器中,使用了多个嵌合在轴上的齿轮或轴承构成的齿轮零件。这种齿轮零件在将齿轮或轴承等嵌合在轴上后,在轴端部紧固螺母等螺纹零件而防止脱落。这样向轴上紧固这种螺纹零件时,为了防止轴进行空转,需要防止回转(止转)。
7 ?2 F) o# \3 P/ p
图6 齿轮零件及联接夹具 % J9 _9 q7 S3 I0 p" C
技术方案
, O8 ]/ O" u6 A8 D, ]0 G9 ^3 J
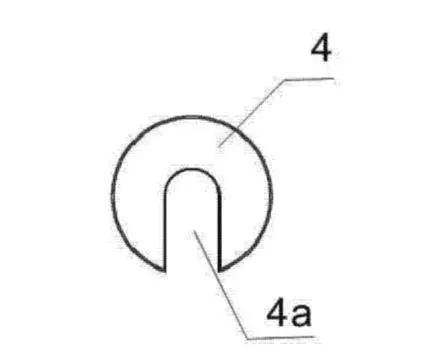
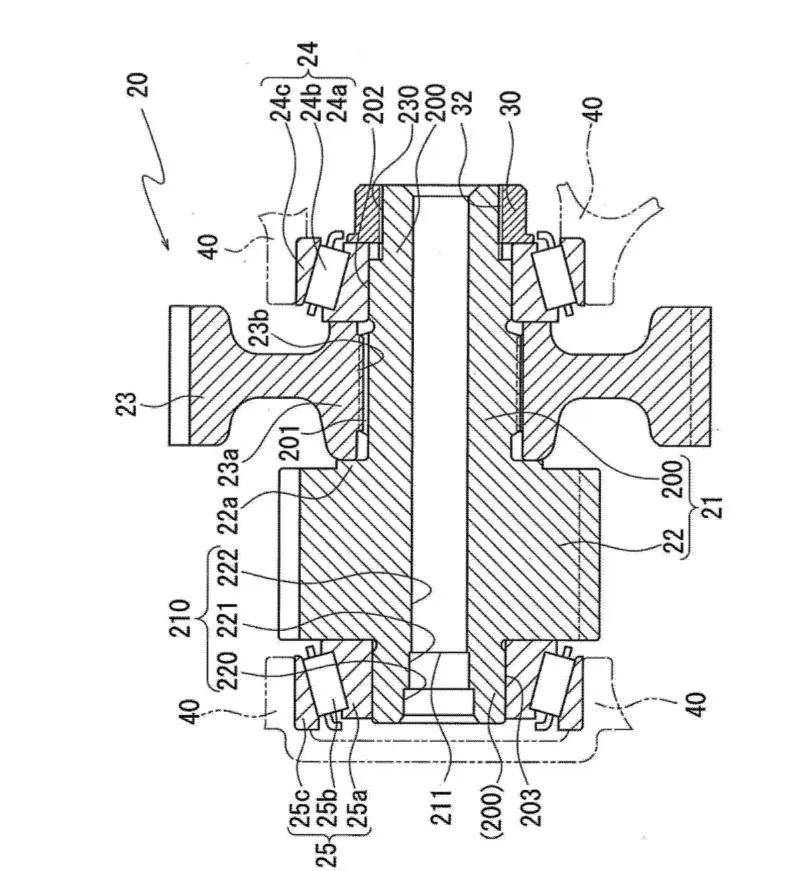
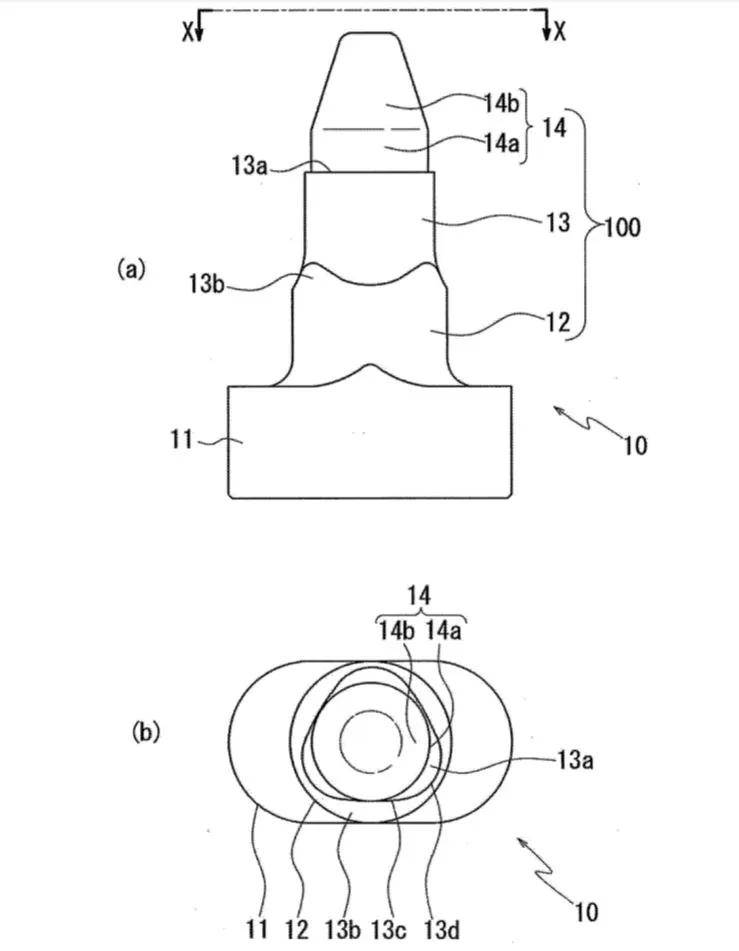
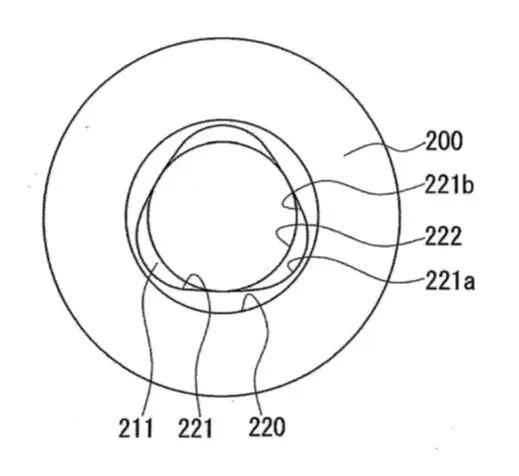
一种不在齿轮零件上设置间隔双面等的突出部而防止轴的空转,从而进行止转的齿轮结构及用于其组装的联接夹具。齿轮零件利用联接在轴上的螺纹零件,防止嵌合于轴的安装位置的齿轮脱落,其中在轴端具备嵌合孔,该孔具有将三角形的顶点做成圆弧状的截面。联接夹具将具有与齿轮零件的所述嵌合孔相对应的截面的嵌合轴固定在台座上。
2 Z/ B' t! l4 Q# I; S- {1 f
图7 齿轮零件剖面
2 _* F2 K4 u6 `" ?: N( J4 z
技术特点 ' B7 a' P% @7 f9 x: U; F" u) P
根据本发明,能够不在轴端部形成间隔双面等突出部而防止齿轮零件的轴的空转。因此能够缩短齿轮零件的轴长,并且能够减少轴所用的材料,实现减少材料和轻量化,降低材料本身的成本。除此之外,仅向轴上插入夹具就能够简单地进行止转,能够缩短齿轮零件生产所花费的时间,还能够提高生产率。 1 ~: W5 T9 y9 J* e
图8 联接夹具结构
! X" P3 c- Y1 f8 w6 Y# Q
图9 齿轮零件嵌合部
! F3 t5 K- r& w$ l
结 语$ W2 T4 }2 G; V4 W
以上对齿轮内齿插齿、外花键滚齿、齿轮零件和联接夹具以及齿轮零件的组装方法都分别做了专利的案例分享,相信能解决到你类似的加工问题。感谢建福建瓯精工齿轮有限公司、重庆霞艺汽车配件制造有限公司、日本加特可株式会社等专利权人,他们的创新给了加工改进无限的可能。
: m* }1 `$ X; T0 m | 

 发表于 2022-12-2 10:12:03
发表于 2022-12-2 10:12:03