|
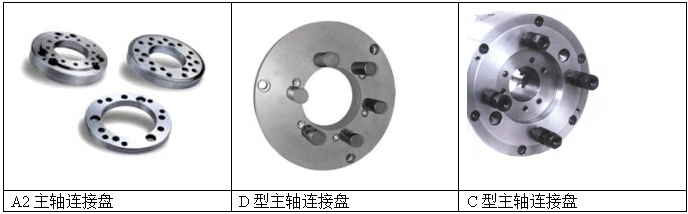
зМБИЙЄзї 1.СЌНгМў ПЈХЬСЌНгХЬЃКЛњДВжїжсДѓжТЗжЮЊAаЭЃЌCаЭЃЌDаЭЃЌВЮееЛњДВЫЕУїЪщЛђЪЙгУЪжВсШЗЖЈжїжсЕФЗЌКХбЁЙКЛђзджЦПЈХЬСЌНгХЬЁЃA2аЭЮЊЬЈЭхНјПквКбЙПЈХЬБъХфЁЃ " j: }% w K8 r) j& y: W8 ~: T5 W
* \8 W5 w0 B: m+ m( v
гЭИзЙЬЖЈзљМАРИЫЃК 5 p* s0 X' K! T9 N/ x2 o
, V$ d( k' d2 e0 w! }
жаПеРИЫжЦзї, a5 {3 c( o+ z+ G, Y! d
жаПеРИЫЕФГЄЖШвРееЯТСавЊЧѓМЦЫу * P3 |4 b$ f6 G# v0 l4 i( p5 W
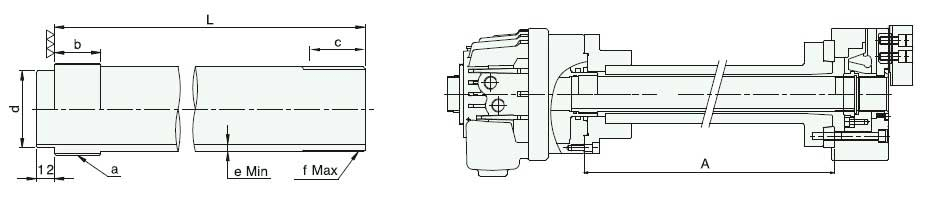
1.РИЫКёЖШдіМгЗНФмгазуЙЛЕФЧПЖШЁЃШєРИЫЧПЖШВЛзуЛсЪЙЦфЖЯСбЖјЩЅЪЇМаГжСІЃЌЭЌЪБЙЄМўЗЩГіЃЌВњЩњЮЃЯеЁЃ 2.ТнЫПЫЩЖЏЪЧдьГЩеёЖЏЕФжївЊдвђЁЃ # r& \" A5 J/ }
; `: k& u4 H, S/ j+ }
3.РИЫКёЖШeЮЊзюаЁМЋЯожЕЃЌМгЙЄТнбРfВПЗнЪБзюКУбЁгУДѓжБОЖЃЌЪЙeжЕОЁПЩФмзюДѓЁЃ 4.вдИпЮЛЧПЖШ380MpaЃЈ38kg/mm2ЃЉвдЩЯжЎВФСЯРДжЦзїРИЫЁЃ 5.ТнЮЦa,d,fЭЌаФЖШашдк0.05mm T.I.RвдФкЁЃ
f% a) X% F% c4 H4 }% D6 R
АВзАЙЄзї, I8 e4 @0 x p" i" u+ g, q
гЭИзСЌНгХЬЕФАВзА # Z+ ^' |3 q# U Z2 Y# ?
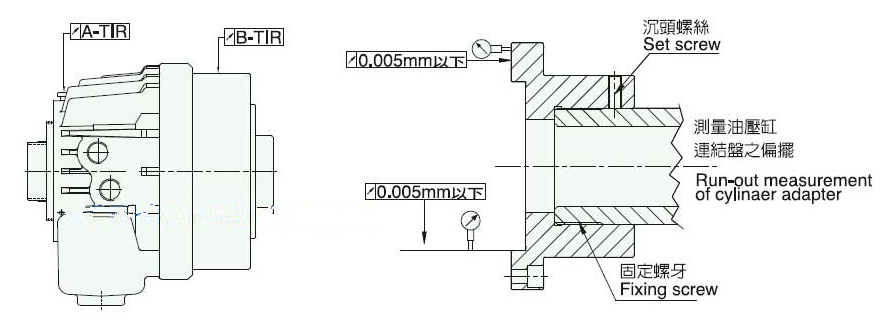
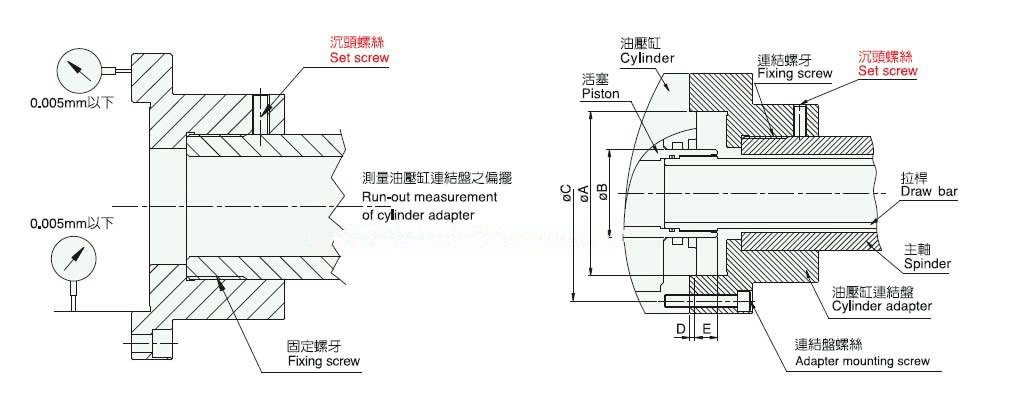
1.ЮЊСЫФмЙЛЕУЕНЩЯСаЫљашЕФЪ§жЕЃЌгЭбЙИзСЌНгХЬЧАЖЫЕФЦЋАкБиаыЮЊзюаЁ0. 005mmвдЯТЁЃ
+ ~; T2 b- G4 ?9 ?7 x
) ~5 ~8 h' L# P6 S8 B" \! o
2.ЕБАВзАгЭбЙИзСЌНгХЬгкГЕДВКѓЖЫжЎЧАЃЌгІДЙжБЗХжУСЌНгХЬЁЃ 3.аыЯШаЃе§гЭбЙИзЭтОЖМАСЌНгХЬЭтОЖжЎЦЋАкСПгк0.01mmвдЯТЁЃ 4.НЋАВзАгЭбЙИзгкгЭбЙИзСЌНгХЬЪБЃЌЫјНєЙЬЖЈТнЫПШчЯТЭМЫљЪОЃЌОЁСПдНЩюдНКУЁЃ . Y3 p8 n# q+ i1 z/ l7 j; `
9 @5 d# o0 c. u8 h1 V% D+ q
жаПегЭбЙЛизЊИзЕФАВзА
' B" H: k! K' W# a% F% H0 T/ e* B1.ЪзЯШНЋжаПегЭбЙМаЭЗАВзАгкжїжсЕФЧАЖЫЃЌИпЫйжаПегЭбЙЛизЊИззАгкКѓЗНЃЌЖўепвдРИЫРДСЌНгЁЃ 2.ЕБгЭбЙИззАЩшгкГЕДВКѓЗНЃЌГЕДВЕФЗРЛЄжУБиаыдЄСєЭЈЗчПкЃЌШчДЫгЭбЙИзВњЩњЕФШШСППЩвдгЩДЫЩЂШЅЁЃ 3.аЃе§гЭбЙИзСЌНгХЬЖЫУцЕФЦЋАкМАгЭбЙИзСЌНсХЬЭтОЖЕФЦЋАкдк0.005mmвдФкЃЌЙ§ЖрЕФЦЋАкЛсдьГЩе№ЖЏЃЌЕМжТгЭбЙИзЕФЪЙгУЪйУќМѕЖЬЁЃ 4.дкгЭбЙИззАдкОрРыГЕДВжїжсЭаМмгњНќЕФЕиЗНдНКУЃЌЖјгЭбЙИзСЌНгХЬЕФАВзАЗНЪНМАСПВтЦЋАкЕФЗНЪНЖМдкЯТБэБэЪОГіРДЁЃ 5.вЛЖЈвЊзАЩЯГСЭЗТнЫПВХФмЗРжЙСЌНгХЬЕФЫЩЖЏЁЃ
# p0 k/ O$ ^# ]) R3 l+ E; L' t
! T& a/ I0 g; f9 Z* K
вКбЙПЈХЬЃЈжаПеаЭЃЉЕФАВзА% M7 r2 H* K" C1 ~% s, U, U
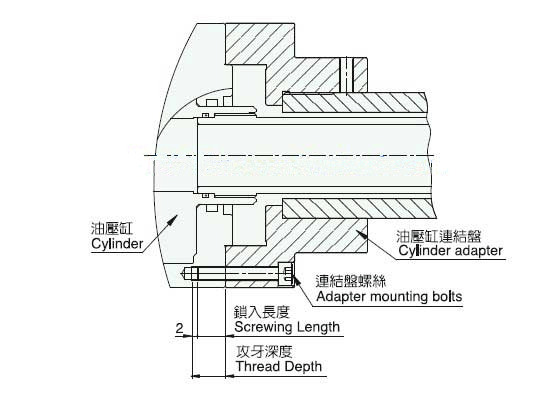
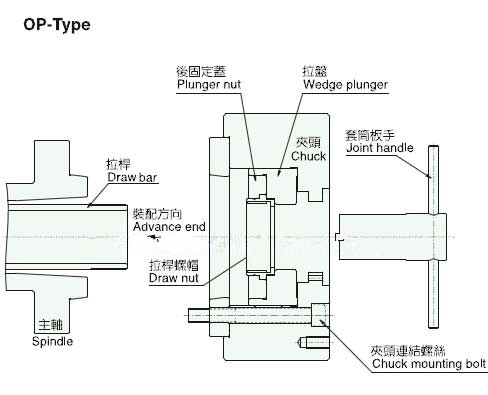
1.НЋРИЫАВзАгкЛизЊгЭИзЩЯЁЃа§ШыРИЫжСЛизЊИзжЎЛюШћТнбРФкЃЌжБжСЛюШћЕзжЙЁЃЃЈШчЮДДяЕНЮЛжУНЋЛсЫ№ЛЕЛюШћжЎТна§жЙЕВЫјЃЉЁЃ 2.НЋЛизЊИззАгкжїжсЩЯЃЈЛизЊИзСЌНгХЬЃЉЃЌМьВщЛизЊИзгаЮоЦЋАкМАЙмТЗЪЧЗёе§ГЃЃЌЩшЖЈгЭбЙСІгкЕЭбЙзДЬЌЃЌЪЙЛюШћдЫЖЏ2-3ДЮКѓЭЃжУгкЧАЖЫЃЌЖјКѓЙиЕєЕчдДЁЃ 3.дкАВзАЛђВ№ЯТПЈХЬЪБЃЌашвЊЪЙгУЕѕДјЛђЕѕЛЗЙЬЖЈЃЈ8ДчвдЯТЕФПЈХЬВЛИНЕѕЛЗЃЉЁЃЪЙгУКѓМЧЕУНЋЕѕЛЗЛђЕѕДјДгПЈХЬЩЯШЁЯТЁЃ
1 w6 Y5 F% l3 C" F. k$ {2 d. a
f% b+ t8 a$ N8 ]" z; p9 [- @( V
4.АВзАПЈХЬжСРИЫЩЯЁЃШЁЯТПЈХЬжЎШэзІМАЗРГОИЧЃЌвд1,2,3КХТнЫПЫјШыЪ§бРНЋЬзЭВАхЪжжУгкПЈХЬжааФПзЩЯЃЌРИЫТнУБЫјШыРИЫЃЌЪггЭбЙЪЧЗёдк4-5kgf/cm2жЎЮЛжУЃЌЪЙРИЫзіЧАКѓдЫЖЏ2-3ДЮ,ВЂЫГРћЫјШыТнУБЁЃ 5.РИЫТнУБЫјШыгкРИЫЪБЃЌШчВЛЪЧКмЦНЫГЕФЫјШыЃЌдђгІжиаТМьВщТнбРжааФЪЧЗёЧуаБЁЕШЃЌШчЧПжЦЫјШыдђЛсдьГЩОЋЖШЩЯЕФЮѓВюМАТнбРЫ№ЛЕЁЃ 6.АВзАПЈХЬгкжїжсЩЯЁЃзЊЖЏЬзЭВАхЪжжСАВШЋНсКЯгкжїжсЖЫУцЁЃвРЯТСаЫГађЫјЩЯТнЫПЁЃ
9 c9 e5 u5 J: R8 c1 D$ p: o
1 A8 _$ `; f; I( b: L
вКбЙПЈХЬЕФАВзАзЂвтЪТЯю! h& C' B: o& D7 b, C
1.ЕБИќЛЛЩЯзІЪБЃЌБиаыЧхРэЛљзІЕФГнаЭВПЗжМАTаЭТнУБЕФНгКЯВПЗжЃЌЗёдђНЋдьГЩОЋЖШЩЯЕФВЛзМЁЃ 2.вРееЙЄМўЭтаЮМАЧаЯїЧщПіРДЩшЖЈгЭбЙбЙСІЃЌШчЙћЙмзДЙЄМўБЛИпбЙМаГжНЋдьГЩБфаЮЁЃ 3.МаГжаБУцЛђзЖЖШЕФж§ЦЗЙЄМўЪБЃЌЪЙгУЕФЬиЪтзІашОпгаГнзДжЎМаГжУцЃЌЙЄМўЮяВЛЛсЗЩЩЂЁЃ 4.МаГжЦЋаФЙЄМўЮяЪБЃЌЦЋаФжиСПВњЩњЕФРыаФСІзїгУдкЕЅвЛзІЩЯЃЌМгЙЄЪБашЪЙгУЕЭзЊЫйЁЃ 5.ВЛПЩЪЙгУгыЛљзІХХГнВЛКЯжЎЩЯзІЃЌГнКЯЖШВЛзуЃЌНЋгАЯьМаГжСІгыОЋЖШЃЌбЯжиепЪЙЛљзІЫ№ЛЕЁЃ 6.зївЕПЊЪМжЎЧАЃЌЪЙгУЕЭзЊЫйЪдзівЛДЮЃЌМьВщЩЯзІКЭЙЄМўЮяЕФЮЛжУЪЧЗёгыЕЖОпЃЌЕЖОпзљВњЩњИЩЩцЁЃ 7.ШчЙћМаГжГЄЕФЙЄМўЮяЪБЃЌЪЙгУЮВзљЛђжааФМмжЇГХСэвЛЖЫЁЃ 8.ГЄЪБМфЭЃжУЛњЦїЪБЃЌПЈХЬЩЯВЛПЩМаГжЙЄзїЮяЁЃ 9.ЕБВйзїВЛЕБЛђЛњаЕЙЪеЯЫљдьГЩЕЖОпЛђЕЖОпзљзВЛїПЈХЬЃЌСЂМДЭЃЛњМьВщЩЯзІЃЌЛљзІЁЂTаЭПщЁЂСЌНгТнЫПМАМаГжОЋЖШЪЧЗёе§ГЃЁЃ 10.ЬиЪтИпЖШЩЯзІЪЙгУжЎгЭбЙбЙСІашБШБъзМЩЯзІЕЭЁЃ
% j, C' }& o! [' I
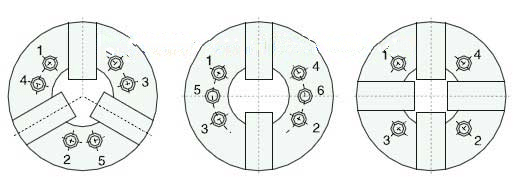
гЭбЙЛизЊИзЕФгЭТЗЩшМЦ1.гЭбЙЛиТЗЕФЩшМЦЪЧЛљгкВйзїМђБуКЭАВШЋЕФддђЃЌВЂЧвЬсЙЉЪЇаЇЕФАВШЋЛиТЗЃЌвдЗРжЙЭЃЕчЪБЫљВњЩњЕФЮЃЯеЁЃ 2.гЭбЙИзжЎгЭбЙЛиТЗКЌгаздЫјЛњЙЙЕБЙЄзїНјааМгЙЄЪБЃЌЗЂЩњЭЃЕчЛђбЙСІдДЙЪеЯЫљВњЩњЕФбЙСІвьГЃНЕЕЭЪБЃЌздЫјЕФЛњЙЙВњЩњаЇгУЃЌНЋМаГжСІЮЌГжЙЬЖЈзДЬЌШУЙЄМўЮяВЛжТгкЗЩГіЖјВњЩњЮЃЯеЁЃ 3.ШчЙћЪЙгУ4ТЗ2ЮЛЕчДХЗЇзїгЭбЙИзжЎЧаЛЛзїгУЃЌФЧУДгЭбЙЛиТЗОЭБиаыЩшМЦГЩЕБЭбДХзДЬЌЪБЃЌЙЄзїЮяШдДІгкБЛМаГжзДЬЌЁЃ 4.ЮЊСЫЗРжЙгЩФкОЖМаГжЧаЛЛжСЭтОЖМаГжЫљВњЩњЕФДэЮѓВйзїЃЌБиаыЬсЙЉвЛИіФкЭтОЖМаГжЕФЧаЛЛЗЇЁЃ
' t! P" p2 ^2 R; R) l* U) ^# l- }
ПЈХЬЁЂгЭбЙИзАВзАКѓЕФдЫзЊВтЪд1.ЪддЫзЊЪБЃЌЯШНЋгЭбЙбЙСІЕїећЕНзюаЁЕФЮЛжУЃЌЖјКѓбИЫйЧаЛЛПЊЙивЛДЮЃЌМьВщгЭбЙБУЦжЕФа§зЊЗНЯђЪЧЗёе§ШЗЃЌШчЙћЪЧвдЯрЗДЗНЯђРДа§зЊгІИќЛЛШ§ЯрЕчдДжаЕФЖўЬѕКѓЯпЃЌЦєЖЏПЊЙивдШЋЫйРДдЫзЊЁЃ 2.ЪзЯШНЋгЭбЙЕФбЙСІЩшЖЈгкЕЭбЙЃЌДЫЕЭгЭбЙСІвЊзуЙЛЪЙПЈХЬВњЩњЖЏСІЃЈ0.35-0.5MpaЃЉЃЌЩшЖЈЭъБЯКѓЃЌвРЯТСаВНжшМьВщЁЃ 3.МьВщПЈХЬЕФзїЖЏЪЧЗёЫГГЉЁЃ 4.МьВщзїЖЏЗНЯђЪЧЗёе§ШЗЃЈМазІЕФПЊКЯЃЉЁЃ 5.МьВщзїЖЏааГЬЪЧЗёзуЙЛЃЈМазІЕФааГЬЃЉЁЃ 6.МьВщИїВПЮЛЕФЙмТЗгаЮоТЉгЭЕФЯжЯѓЁЃ 7.вРееЩЯЪіЪТЯюМьВще§ШЗКѓЃЌТ§Т§діМгбЙСІжБЕНЫљашвЊЕФгЭбЙСІЪБЃЌдйМьВщвЛДЮЃЌЭЌЪБМьПДаЙгЭЙмЪЧЗёЫГГЉЕФСїЯТЁЃ 8.НЋГЕДВжїжсЕФзЊЫйЩшЖЈгкзюаЁжЕЃЌМьВщгЭбЙИзЕФЦЋАкзДПіМАЙмТЗгаЮовьГЃЃЌШєвЛЧае§ГЃдђдйТ§Т§ЕФдіМгЫйЖШЁЃвЛЕЉгае№ЖЏЕФЧщПіЗЂЩњЃЌБиаыдйДЮМьВщгЭбЙИзЕФСЌНгХЬЕФЦЋАкЧщПіЁЃ 9.ШчЙћвКбЙгЭЕФгЭЮТВЛИпЪБЃЈЕЭгк30ЖШЃЉЃЌвдзюДѓЫйЖШЕФ1/3РДдЫзЊЮТЛњЁЃ
4 ]' l0 b ?: Y | 

 ЗЂБэгк 2022-12-1 10:45:03
ЗЂБэгк 2022-12-1 10:45:03