|
氢能到底是不是“21世纪人类终极能源”?截至今天,全世界范围内学术界和业界就该问题尚未达成共识。
赞成与反对阵营都很庞大,就反对者而言,现实的确给他们提供了充足的反对理由:
就在去年,全球氢燃料电池汽车先锋日本及其国内三大车企齐齐倒戈,转投纯电动汽车怀抱。
但是至少,中国的学术界和业界不是这么认为的。
就在日本放慢氢能发展脚步的时候,中国氢能产业近年来发展之迅猛,却超出不少人的想象。
2019年,氢能首次写进《政府工作报告》。 2020年,氢能被写入《中华人民共和国能源法》(征求意见稿)。. 同年,国务院发布的《新时代的中国能源发展》白皮书指出,要加速发展绿氢制取、氢储运和应用等氢能产业,促进氢能及燃料电池技术创新、氢燃料电池汽车产业蓬勃发展。 2021年两会上,氢能被正式列入国家“十四五”规划和2035年愿景目标。目前国家、各省市已陆续推出近百项与氢能及燃料电池有关的产业政策,产业正处于导入发展期,产业政策环境对发展氢能及燃料电池有巨大的推动作用。
时至今年,政策力度仍在不断加强。 今年3月,国家发改委、国家能源局联合印发的《氢能产业发展中长期规划(2021-2035年)》重磅出台,带来了行业期盼多年的顶层设计。 这标志着整个氢能产业终于走上了康庄大道,让众多押宝氢能的从业者松了一口气。
可以预见,我国氢能产业的腾飞已成定局。
预计在未来,尤其是2030年以后,为达成“碳达峰、碳中和”的目标,氢能需求量将持续快速增长。到2050年,中国氢气年产量将超过6000万吨。
氢气本身有许多优点,而使之成为“21世纪终极能源”有力竞争者的核心优点如下。
首先,氢气无毒无害,且清洁性好。
从来源上看,通过对制氢源头的工艺和生产控制,是可以实现氢气成为绿色零碳排放的二次能源。
从使用上看,无论是氢燃料电池还是氢气的直接燃烧,氢能的利用过程中只产生可达到饮用标准的水,非常符合我国碳中和的目标需求。
其次,氢气的来源极为广泛和丰富,毕竟氢元素占到了自然界的约75%。
目前主流的储能方式,还是以锂离子电池为代表的电化学储能,但锂离子电池不仅能量密度低,更致命的是,前瞻碳中和战略研究院副院长李民指出,从长远来看,使用基于锂离子电池的储能方案,会面临锂等关键资源匮乏的困局。
而以氢气作为能源的载体,则不虞耗尽风险。
最后,氢能作为21世纪人类终极能源,相关产业也是典型的高精尖,科技含量高、资本投入大、产业链长、带动的产业范围广,是推动我国能源结构优化、装备制造业转型升级和动力系统革命的战略性新兴产业。
但与此同时,氢能发展存在几个难以回避的问题,如果不能得到解决,中国氢能振兴之路将遥遥无期。
在终端价格方面,加氢站所供给的氢气产品价格目前为每公斤约60元,每公斤氢气能驱动汽车跑约100公里,也就是每百公里要花费约60元的燃料费。
然而燃油车呢?2021年我国乘用车每百公里油耗上限要求已经下降到每百公里5L,以目前油价8-9元/L计算,每百公里花费在40-45元。
请注意,这还是在目前油价高企时的结果,如果油价大幅下降到6元/L等级,那么燃油车的每百公里花费只有约30元,是目前氢燃料电池汽车燃料费的一半。
前瞻产业研究院副院长李民表示:“当加氢站的产品氢气价格降至30元/公斤以下时,氢燃料电池汽车才有与燃油车竞争的能力。” 要解决上述有关氢能及燃料电池经济性和竞争性问题,必须通过氢能全产业链上技术、工艺、生产制造以及市场应用等关键方面上来创新、迭代、升级以实现!
以下是按照氢能全产业链——制氢、储氢、运氢、用氢方面的分析研究以论证氢能为何为21世纪人类终极能源。
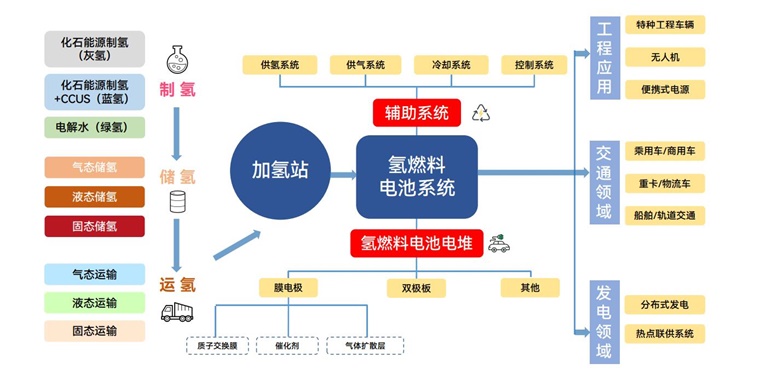
作为二次能源的氢能,氢气的制取有如下几种工艺和生产途径:
1. 化石能源制氢,包括天然气制氢、煤制氢、工业副产气制氢、工业醇类制氢等。这些工艺过程所制取的氢气统称为灰氢,即:在氢气制取过程中有大量二氧化碳排放。同时,如果这些灰氢用CCUS技术和工艺处理后将成为蓝氢,因此,蓝氢成本相当高。
2. 电解水制氢,该工艺和生产过程使得绿氢(即:零碳排放)的制取成为现实。

目前,各种制氢方式的市场占比比较如下:
2021年,国内天然气制氢占32.7%;煤炭制氢占29.4%;工业副产氢占23.6%;其他醇类和商业尾气制氢约占11.4%,电解水制氢约占3%。
相比较而言,2021年全球范围内制氢方式的占比为天然气制氢占54.3%;煤炭制氢占12.3%;工业副产氢约占5.8%;其他醇类和商业尾气制氢约占21.6%,电解水制氢约占6%。
同样,在2021年,日本的制氢方式的占比为天然气制氢占9.2%;煤炭制氢占7.6%;工业副产氢约占17.8%;其他醇类和商业尾气制氢约占16.3%,电解水制氢约占49% (主要为盐水电解水制氢)。
如前所述,只有电解水制氢工艺和生产过程才能实现零碳排放的绿氢,关键是,要实现这一目标,一定要用零碳排放的电(即:绿电;比如太阳能、风能、水电、核能),来电解水制取的氢。
要使得氢能有效地促进中国实现碳中和目标,使其真正承担起21世纪终极能源的历史责任,必须要大力发展绿电电解水制绿氢这个产业。
我国具有发展绿电电解水制取绿氢的优异的技术、地理和市场优势,比如:可以充分利用巨量的西北地区的弃光和弃风,来进行电解水制取绿氢。
同时,从规模化市场应用角度,可通过中国的国际领先的特高压输送技术,把这些绿电输送到东南沿海,进行市场消纳,特别是电解水制取绿氢。另一个途径是采用上述利用弃光和弃风所制取的绿氢,在西北当地进行储存,然后输送到东南沿海,进行市场消纳。
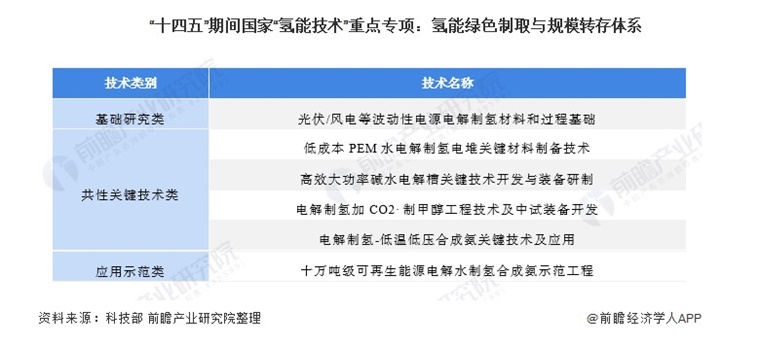
电解水制氢目前主要有三种技术路线,即:碱性电解水(AWE),质子交换膜(PEM)电解水以及固体氧化物电解水(SOEC)三种技术路线。
主流的碱性电解水技术虽然成本相对较低,但效率偏低、产氢纯度偏低、强碱腐蚀性、沉淀堵塞降低性能以及动态响应速率慢等诸多严重问题,使其在氢气产出需求大涨的今天已经不敷使用。
而在高速发展的质子交换膜(PEM)电解水技术上,我国尚处于技术落后状态。
核心问题在于组成膜电极的核心零部件——质子交换膜、催化剂等。
基于酸性条件下的PEM电解水制氢对阳极侧的催化剂载体与电解池材料的抗氧化与耐腐蚀要求高,满足条件的催化剂只有铂、铱等贵金属及其氧化物。
然而,这两种贵金属在地壳中的资源储量及全球年产量都非常少,资源稀缺、价格昂贵。
尽管,近年来PEM电解槽成本已下降超过40%,但材料成本过高仍是PEM水电解制氢技术进一步发展亟待、解决的主要问题。

在这方面,国内稍稍落后,国际领先水平的催化剂用量已实现<0.2g/kW,而国内最顶尖的催化剂用量普遍处于约0.35g/kW的水平。
因此,质子交换膜技术卡脖子问题依然严重,大量依赖进口。 另外,氢气的储存与运输有如下几种工艺和实施途径: 气态储运、液态储运以及固态储运。
而前瞻产业研究院副院长李民指出,在这方面,问题同样出在材料。 气态储运分成两种形式,主流的是高压气态储运,通过长管拖车运载装着氢气的高压储氢瓶运输,占所有储运方式超过80%。 高压气态储运的难点在于,氢气是分子最小的元素,密度最低,易散性最强等特点,想要提高其储运效率,必须将其加压到数百个大气压的高压,使得储氢瓶瓶壁材料承受巨大的考验;
与此同时,氢气,尤其在高压环境下极易和金属反应,发生“氢脆”现象,对金属结构与强度造成破坏,所以储氢瓶材料最好不用金属。 非金属,又耐压,并且轻便。这样的东西的确是有,比如:碳纤维和工业树脂。 在国际范围内,35MPa的III型储氢瓶乃至70MPa的IV型储氢瓶已经在车用领域实现普遍应用。

所谓IV型瓶,就是纯粹的非金属储氢瓶,以特殊的工业化学树脂作为内胆,中层是碳纤维强化树脂,外层是玻璃纤维强化树脂的高压储氢瓶。 但在国内,应用最普遍的还是35MPa III型储氢瓶,以铝为内胆。
比起III型瓶,Ⅳ型瓶可以抗氢脆,更安全;且储氢密度可以达到6.0wt%以上,高于III型瓶的约3.5wt%;由于其材质,IV型瓶本身重量也轻得多。 同时从经济性上来讲,Ⅳ型储氢瓶制造成本要比III型瓶低得多,而且其由于内胆为树脂,不易疲劳失效,使用寿命较长,进一步降低了消费成本。
对于Ⅳ型储氢瓶,国内无论是在树脂内胆材料还是中层、外层碳纤维/玻璃纤维缠绕材料上,都长期严重依赖进口,高压储氢瓶口阀门组与树脂内胆之间密封等关键技术也被卡脖子。 高压储氢瓶口阀门组技术基本由日本捷太格特、加拿大GFI和美国Luxfer等国外公司掌握。
由于上述技术受制于人,自然无法降低储氢成本。 当然,国内也不是毫无寸进。 在碳纤维材料方面,据悉,上海石化去年已取得了重大突破。
其公告中称,“今年10月,我国首个万吨级48K大丝束碳纤维工程,第一套国产线在中国石化上海石化碳纤维产业基地投料开车并生产出合格产品。” 前瞻产业研究院副院长李民进一步指出,同时,另一种投入商业化应用的气态储运形式是通过管道,输送含氢气的混合气体(比如氢气-天然气混合气体),好处是一次建设,终身使用,坏处是初始投资大,需要慢慢布设,氢气分离的成本较高(比如:膜分离器提取氢,氢-天然气混合气体重整提取氢),遗憾的是,国内在氢气的混合气体分离技术方面同样存在卡脖子技术问题。
中国氢能联盟发布的《中国氢能源及燃料电池产业白皮书》指出,截止2021年,全世界总共只有不到5500公里的输氢管道,基本分布在美国、日本、欧洲。 在液态氢气储运方面,一种方法是低温液态氢气储存与运输,把氢气温度在高压下降低到-240℃以下,使其液化,体积可以缩小800倍以上,相较气态运输效率提高12倍以上;
另一种方法是有机液体氢气储运,比如:用工业甲苯,经过加氢反应,使其变成甲基环己烷(物理特性与柴油类似)运输,使用时再经过脱氢反应,获得满足氢燃料电池所需纯度的氢气。 在液态氢气储运的技术及市场应用方面,日本处于国际领先地位,尤其在低温液态氢气储运方面。
然而,这两种液态氢气储运技术的经济性都较差,比如:低温液态储氢罐采用的是多层真空隔热材料,其成本相当昂贵,有机液体储氢由于采用了加氢和脱氢工艺过程,使其成本同样高昂。 有关固态储氢,实际上是固态金属储氢,目前已实现小规模产业化,但离规模化商业应用仍有一段距离,最大挑战是如何达到理想化的重量能量密度。
接下来我们讨论一下加氢站产业。 加氢站所包含的高能耗设备和材料相当多,即:多级氢气压缩机、加氢枪,以及各种类型的高压储氢罐(长管车,加氢站储氢罐)等加氢站内的核心设备基本上依赖进口,这方面技术卡脖子的问题尤为突出。
前瞻产业研究院副院长李民指出,按照国际能源权威机构发布的信息,一个规模化商用加氢站的建设造价可达1200-1500万元人民币。 另据《中国氢能产业发展报告(2020)》,加氢站设备与材料的成本占其建造成本的约90%。
相较而言,1个拥有10台输电枪的充电站(用于纯电动汽车),只需要80-100万人民币的建设造价,因此,目前加氢站在经济性方面还无法与充电站比拟,所以为了尽快提升加氢站经济性与竞争性,解决上述核心设备与材料技术卡脖子问题,以促成国产化替代尤为迫切。 值得期待的是,上述关键设备,如:氢气压缩机、加氢枪一旦实现国产化替代。建站总成本有望下降超过50%。
从世界范围来说,加氢站供给的氢气产品价格基于:制氢成本-约50%;氢气储运成本-约20%;以及加氢站成本-约30%。 在氢气的产业用户方面,其最重要的应用场景之一——氢燃料电池汽车上,氢燃料电池电堆占了氢燃料电池系统总成本的约60%,而氢燃料电池系统又占了整车总成本的约55%。
前瞻产业研究院副院长李民表示,我国氢燃料电池产业处于导入的关键时期,取得了相当程度的技术突破与产业发展成果,换句话说,我国已初步掌握了氢燃料电池电堆及系统的工艺及生产的关键技术,已经具备了规模化商业应用的条件。 然而,由于氢燃料电池系统关键材料与核心零部件技术并未完全掌握,导致氢燃料电池产业链并不完备,国产化程度仍然较低。因此,导致国内氢燃料电池技术产品的发电效率、比功率、可靠性及经济性与国际领先水平相比仍有较大差距。
事实上,我国氢燃料电池产业目前呈现“倒金字塔”结构,系统集成类企业众多,而关键材料和核心零部件却严重依赖进口,比如质子交换膜、气体扩散层(碳纸)、金属双极板、电控喷氢器、氢循环泵、氢气浓度传感器、高压储氢瓶口组合阀、减压器、空压机背压阀、玻璃纤维储氢瓶材料、储氢瓶用树脂材料以及氢燃料电池混合动力控制系统等。 正因为上述众多的卡脖子技术,导致我国目前的氢燃料电池汽车(如:SL03)的成本居高不下,完全不具市场竞争性。
举例说明:目前中国在氢燃料电池系统的成本上最好能做到约7000元/ kW左右(额定功率为60 kW),每辆氢燃料电池汽车造价约为70万元人民币。 相比之下,国际领先的丰田Mirai II的氢燃料电池系统成本约为2900元/ kW(额定功率为100 kW),每辆Mirai II汽车造价约为48万元人民币。
显然,一定要在上述氢燃料电池电堆及系统关键材料和核心零部件的卡脖子技术上,尽早实现突破,以早日实现其国产化替代。同时,尽快使国内氢燃料电池系统成本降低到2000元/ kW,从而使氢燃料电池汽车彻底具有经济性和市场竞争性。
众所周知,纯电动汽车有几个严重问题。首先,电池在低温环境下迅速衰变,导致续航里程大幅缩短;其次,电池充电效率令人非常头疼,一般需要30分钟才能充电至80%。 相比之下,上述这些问题对氢燃料电池汽车而言反而成为明显的优势。首先,氢燃料电池汽车在-35℃至45℃环境温度下,依然可以满功率工作,从而续航里程得到保证;同时,氢燃料电池汽车可以高效快速加氢,一般加满氢仅需3-4分钟。
因此,仅凭这两大优势,氢燃料电池汽车就应该是未来新能源汽车发展的重要方向。
前瞻网 | 

 发表于 2022-11-28 10:29:41
发表于 2022-11-28 10:29:41
