|
一、叶片随形注胶夹具 1.1 传统夹具存在的问题
* ^3 l2 `7 |% B! ]1 ~: ~
目前,多数叶片叶身型面通过精锻已经能达到精度要求,叶片只需机械加工榫头和叶身进排气边缘。传统夹具大多采用对榫头部分装夹来进行加工,叶片榫头相对于叶身部分小得多,这样“以小定大”的装夹方式,放大了加工误差,增加了加工难度,精度不易保证。同时,由于叶片材料难加工,切削力大,叶身易产生变形,使加工精度难以保证。
! i4 [; _8 T; a1.2 随形注胶夹具的结构和工艺 & X5 r. v3 A$ r
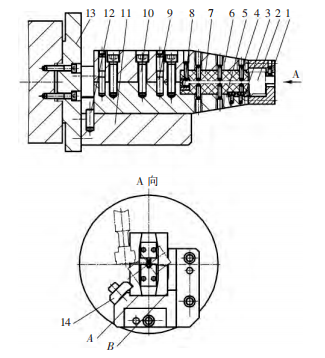
针对精锻叶片传统夹具存在的问题,设计制造了一种新型随形注胶夹具。结构如图 1 所示。 6 }* a8 \7 H5 K' c2 T: S3 f
主夹板 5 和副夹板 6 后端合围形成用于装夹叶片 2的注胶空腔,尺寸小于叶片叶身宽度,以便将进排气边缘暴露在外用于加工。前 V 形块 1、后 V 形块 8 固定叶片初始位置,通过姿态调整螺钉 4 调整固定叶片角度,通过叶片轴向定位块 3 定位叶片轴向位置。
- q6 x2 e# G5 v O9 C" S, x9 V8 s
叶片调整固定后,用密封材料对注胶空腔进行封闭(可采用铜皮封闭,铜皮与夹具间缝隙用橡皮泥密封),只留一处注胶口,然后从注胶口向注胶空腔内注胶(工业用导轨胶),使胶填充于主、副夹板和叶片之间。叶片和密封材料在注胶前涂脱模剂,待胶凝固后拆除密封材料形成装夹有叶片的夹具。 - r* q. u1 [7 i0 t. a% r. P& _1 @
图 1 随形注胶夹具结构示意图
7 z+ i/ Y6 `3 [# C5 t3 H! ]2 Z" I7 X
1.前 V 形块 2.叶片 3.叶片轴向定位块 4.叶片姿态调整螺钉 5.主夹板 6.副夹板 7.胶层 8.后 V 形块 9.主副夹板定位销 10.主副夹板连接螺钉 11.托架 12.夹具定位销 13.法兰盘 14.紧固块 A、B.夹具与托架定位基准面
7 m' ~+ ]" P& o
注胶完成后,拆除前 V 形块 1 可将叶片榫头暴露在外进行榫头加工。将注胶完成后的夹具整体置于托架 11 上,通过夹具托架 11 底面 A、侧面 B 以及定位销 12 完成夹具定位,紧固块 14 完成夹紧,最后通过法兰盘 13 连接至机床工件主轴上进行叶片进排气边和榫头加工。 ! t2 X# W/ r G1 [% X; f$ H
1.3 随形注胶夹具的特点
J* G8 s2 ^$ H
1)适应于任意复杂型面。由于注胶型面根据叶片自身形状通过注胶工序所得,不受叶片型面限制,适应于任意复杂型面。
$ F7 g7 |0 }: W% G- p
2)夹持力强,定位精度高。由于夹具采用的是胶体型面定位,型面与叶身一致性高,在夹紧叶片时,叶片不会产生安装变形,能保证很强的夹持力和很高的精度。 ' V g( G4 D; |* L4 _
3)可重复使用,适用于叶片的批量生产。针对同一批叶片,直接装夹,由于型面一致,直接定位,不需要调整,方便快捷。
7 h- ]" V( l% H5 w
二、随形钳工式工装夹具0 `1 [; d; _- U- P* U% b' n
本工装夹具涉预制机械制造技术领域,具体说是一种随形钳口式工装夹具。
. j1 t! m- ?( H4 N3 [% ^. w
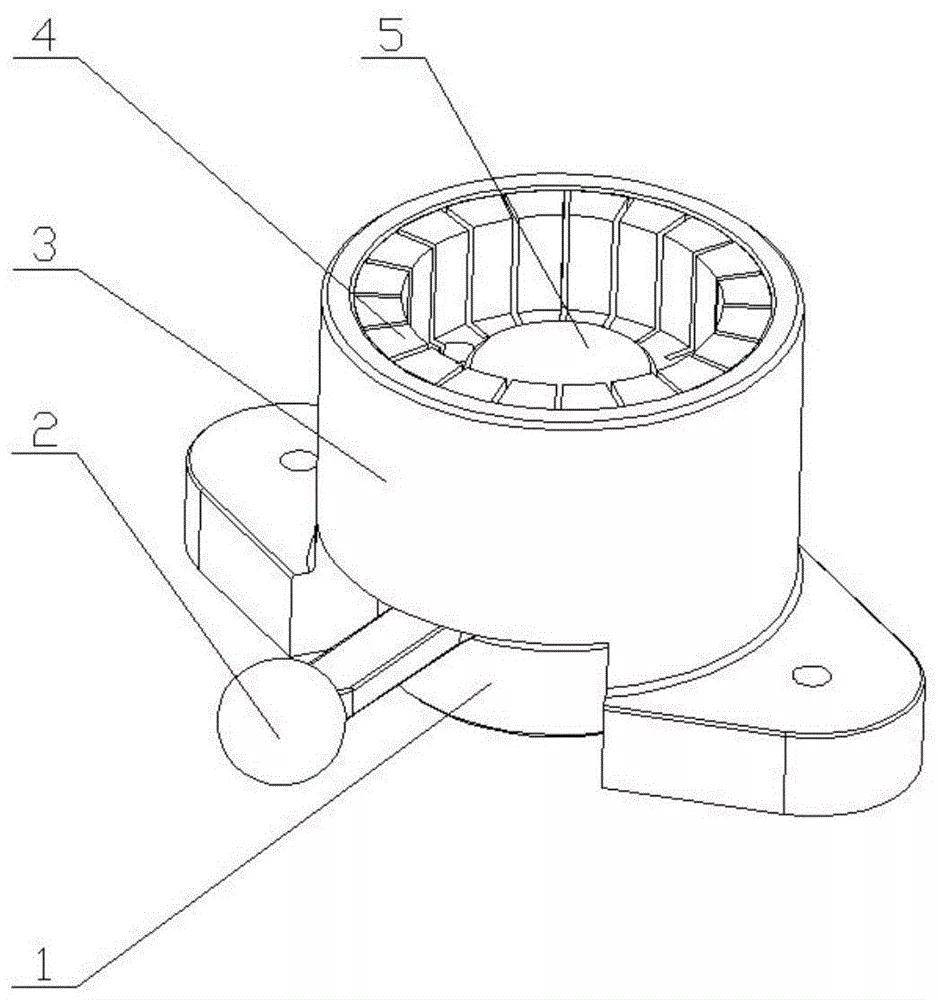
图2 8 m* P) q0 g$ i# f: y2 `+ G2 \
2.1 背景技术
* p: K: _0 b* r
针对异形零件,使用普通平口虎钳和压板无法装夹零件,难以保证零件的加工精度,并且生产效率低下。 ( H: {) {. O% V* d! o
2.2 技术实现要素
& y. b1 e! V& u( O2 y
本夹具的目的是提供一种随形钳口式工装夹具,可直接装夹异形零件,具有高精度和高效率等优点。 2 F) ^# P0 j, j$ r
为了实现上述目的,本夹具采用的技术方案是:
6 s& b" v) n* ?
一种随形钳工式工装夹具,由底座、锁紧把手、基座、随形钳口、锁紧螺丝、定位销组成; 底座上罩设有基座通过紧固螺栓固接; 基座侧壁上设有开口容置有锁紧把手;基座上凸部分为圆柱形,圆柱内壁为楔形内缩结构; 随形钳口通过定位销安装在基座内部,锁紧螺丝贯穿随形钳口、基座与锁紧把手螺合连接; 旋转锁紧把手,锁紧螺丝带动随形钳口向下转动,随形钳口与基座为斜面贴合,进而收紧钳口以实现锁紧零件; 随形钳口与基座配合面为斜面,斜面可以是任意角度。
, _; E1 R% P* J4 P: H( J# U
夹具的优点是: 1、本夹具新型可直接装夹异形零件,解决普通平口虎钳无法直接装夹零件的问题。 2、本夹具新型每次装夹无需重新定位,实现高精度加工,保证零件的加工精度 3、本夹具新型装夹方便,缩短辅助时间,提高生产效率。 # k6 ~' L% s% ]: ]0 I6 ?
2.3 技术特征 1)一种随形钳工式工装夹具,其特征在于: 由底座、锁紧把手、基座、随形钳口、锁紧螺丝、定位销组成; 底座上罩设有基座通过紧固螺栓固接; 基座侧壁上设有开口容置有锁紧把手;基座上凸部分为圆柱形,圆柱内壁为楔形内缩结构; 随形钳口通过定位销安装在基座内部,锁紧螺丝贯穿随形钳口、基座与锁紧把手螺合连接; 旋转锁紧把手,锁紧螺丝带动随形钳口向下转动,随形钳口与基座为斜面贴合,进而收紧钳口以实现锁紧零件。 5 u/ R* R* ~' D& @" p
2)一种随形钳工式工装夹具,其特征在于: 随形钳口与基座配合面为斜面,斜面可以是任意角度。 " f' e! y' X- ^* z! x
2.4 技术总结
. G( ?8 a# B- ^% F$ y& o
本夹具是一种随形钳工式工装夹具,由底座、锁紧把手、基座、随形钳口、锁紧螺丝、定位销组成;底座上罩设有基座通过紧固螺栓固接;基座侧壁上设有开口容置有锁紧把手;基座上凸部分为圆柱形,圆柱内壁为楔形内缩结构;随形钳口通过定位销安装在基座内部,锁紧螺丝贯穿随形钳口、基座与锁紧把手螺合连接;旋转锁紧把手,锁紧螺丝带动随形钳口向下转动,随形钳口与基座为斜面贴合,进而收紧钳口以实现锁紧零件。本新型可直接装夹异形零件,解决普通平口虎钳无法直接装夹零件的问题。每次装夹无需重新定位,实现高精度加工,保证零件的加工精度,装夹方便,缩短辅助时间,提高生产效率。
B# [2 Q) G# y% @4 g" X | 

 发表于 2022-11-18 09:31:04
发表于 2022-11-18 09:31:04