|
Τϊ≥ΒΝψ≤ΩΦΰ“ρΤδ÷÷άύΕύΓΔΫαΙΙΗ¥‘”ΓΔ÷Τ‘λΡ―Ε»¥σΓΔ≈ζΝΩ…ζ≤ζ»ΈΈώ÷ΊΒ»“ρΥΊΘ§“ρ¥ΥΨωΕ®ΝΥΝψ≤ΩΦΰ‘Ύ÷Τ‘λΙΐ≥Χ÷–Ε‘ΙΛΉΑΦ–ΨΏΒΡΗΏ“Σ«σΓΘΙΧΕ®≈Χ «Τϊ≥Β¥ΪΕ·œΒΆ≥Ήν÷Ί“ΣΒΡΝψ≤ΩΦΰ÷°“ΜΘ§ΤδΦ”ΙΛΨΪΕ»ΫΪ÷±Ϋ””Αœλ¥ΪΕ·œΒΆ≥ΒΡΤΖ÷ ”κ–‘ΡήΓΘ
W0 ~' K& G' k
ΗυΨίΙΛΉΑ…η±Η÷–“Κ―ΙΦ–ΨΏΉΑΦ–ΖΫ±ψΓΔΉ‘Ε·Μ·≥ΧΕ»ΗΏΒΡ”≈ ΤΘ§œ¬ΈΡΫι…ήΝΥ“Μ÷÷Τϊ≥ΒΙΧΕ®≈ΧΝψ≤ΩΦΰ÷Τ‘λΥΡ÷α“Κ―ΙΦ–ΨΏΘ§≤ΜΫω Βœ÷ΝΥΡΘΩιΜ·…ζ≤ζΘ§Εχ«“¥σ¥σΫΒΒΆΝΥ…ζ≤ζ≥…±ΨΓΘ : I O+ d' r) e3 w
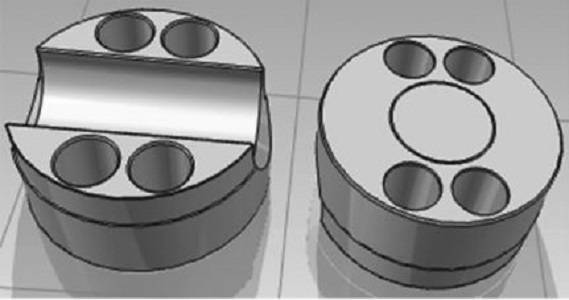
“ΜΓΔΤϊ≥ΒΙΧΕ®≈ΧΒΡΙΛ“’Ζ÷ΈωΆΦ1ΈΣΤϊ≥ΒΙΧΕ®≈ΧΒΡ ΒΧεΆΦΘ§ΗΟ≤ζΤΖΒΡΦ”ΙΛΧΊΒψ «¥σ≈ζΝΩΓΔΦ”ΙΛΨΪΕ»“Σ«σΗΏΓΔΫΜΜθ÷ήΤΎΕΧΓΘΆ®ΙΐΕ‘ΗΟ≤ζΤΖΒΡΦ”ΙΛΙΛ“’Ζ÷ΈωΘ§»ΖΕ®ΗΟ≤ζΤΖΒΡΦ”ΙΛΙΛ“’Νς≥ΧΘΚ ΐΩΊ≥Β¥÷Φ”ΙΛΟΪ≈ςΓζ ΐΩΊ≥ΒΨΪΦ”ΙΛΆβ–Έ(±Θ÷ΛΝψΦΰ≥Ώ¥γΨΪΕ»)Γζ ΐΩΊœ≥¥≤Φ”ΙΛΕΥΟφΩΉΓζ ΐΩΊœ≥Φ”ΙΛΕΥΟφ‘≤ΜΓ≤έΓΘ " Y' L; ?$ D5 t' m, C4 G
¥”≤ζΤΖΒΡΦ”ΙΛΝς≥ΧΩ…÷Σ ΐΩΊ≥Β¥≤Φ”ΙΛ≤ΩΖ÷Ω…“‘ Βœ÷≤ζΤΖΒΡ≈ζΝΩ…ζ≤ζΘ§ΒΪ « ΐΩΊœ≥¥≤Φ”ΙΛ≤ΩΖ÷»γΙϊΟΜ”–Ή®”ΟΒΡΉΑΦ–…η±Η «ΚήΡ― Βœ÷ΝψΦΰΒΡ≈ζΝΩ…ζ≤ζΘ§Ά§ ±Ρ―“‘±Θ÷Λ≤ζΤΖ≈ζΝΩ…ζ≤ζ ±¥ΈΤΖ¬ ΉνΒΆΓΘ " u, m; E, {2 v4 L g. H+ r# X: @
ΆΦ1 ΙΧΕ®≈Χ ΒΧε
7 \# l" i4 c! A0 W
Ψ≠ΙΐΉέΚœ―–ΨΩ≤ζΤΖΒΡΦ”ΙΛΙΛ“’Ιΐ≥ΧΓΔΦ”ΙΛΦΦ θ“Σ«σΓΔ…ζ≤ζ≥…±Ψ“‘ΦΑ…ζ≤ζ–߬ Θ§“Σ±Θ÷Λ¥σ≈ζΝΩ…ζ≤ζ±Ί–κ…ηΦΤΨΏ”–≈ζΝΩ…ζ≤ζΒΡ“Κ―ΙΦ–ΨΏΘ§Ά§ ±ΗΟΝψΦΰ‘ΎΦ”ΙΛ ±–η“Σ ΐΩΊΦ”ΙΛ÷––Ρ–ΐΉΣΫ«Ε»Φ”ΙΛΕΥΟφ‘≤ΜΓ≤έΧαΗΏΦ”ΙΛ–ß¬ Θ§“ρ¥Υ―Γ‘ώΥΡ÷αΦ”ΙΛ÷––Ρœ≥œςΓΘ
: v( e d) O6 o& W0 }0 f2 O |
ΕΰΓΔΥΡ÷αΦ”ΙΛ÷––ΡΦ–ΨΏΫαΙΙΦΑΤδΙΛΉςΙΐ≥Χ5 c( q! L' i6 I5 Y3 O- m
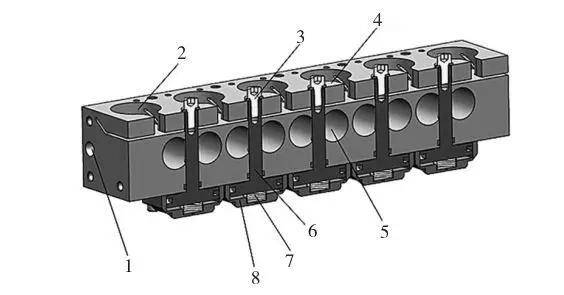
Φ”ΙΛΗΟΝψΦΰΒΡΦ–ΨΏΈΣ»ΐΒψΕ®ΈΜΦ–ΫτΖΫ ΫΒΡΥΡ÷α“Κ―ΙΦ–ΨΏΘ§ΥΡ÷α“Κ―ΙΦ–ΨΏ «”Π”Ο“Κ―ΙΦ–ΨΏ‘≠άμ Βœ÷ΝψΦΰΒΡΕ®ΈΜΉΑΦ–ΓΘΆΦ2ΈΣΥΡ÷α“Κ―ΙΦ–ΨΏΫαΙΙΆΦΘ§Υϋ÷ς“Σ «”…ΥΡ÷αΖ÷Ε»ΉΣ≈ΧΓΔ“Κ―Ι’ΨΓΔΦ–ΨΏΧεΉι≥…ΓΘΗΟΥΡ÷α“Κ―ΙΦ–ΨΏΒΡΙΛΉςΙΐ≥Χ÷ς“Σ «“Κ―Ι’ΨΆ®Ιΐ“Κ―Ι”Ά≤ζ…ζ―ΙΝΠΆΤΕ·Φ–ΨΏ…œΒΡΒΞΉς”Ο“Κ―ΙΗΉ Βœ÷ΝψΦΰΒΡΕ®ΈΜΉΑΦ–ΓΘ 1 R7 `5 w9 D# n3 y' R
ΆΦ2 ΥΡ÷α“Κ―ΙΦ–ΨΏ…ηΦΤΆΦ
7 z* \% [5 ~1 R% p. U3 X3 l( y% v7 b
1.Ϋχ”ΆΩΎ 2.‘≤ΙΒ≤έ 3.ΥχΫτ¬ίΕΛ 4.Φ–ΨΏΧε 5.≈≈–ΦΩΉ 6.”ΆΗΉΜν»ϊ 7.”ΆΗΉΒ·Μ… 8.”ΆΗΉ
) E( y2 K( i, X4 M
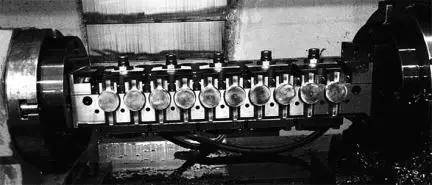
»γΆΦ3Υυ ΨΘ§Φ–ΨΏΧεΚΆ“Κ―ΙΗΉΉΑ≈δΚΟΚσ,ΫΪΦ–ΨΏΝΫΕΥΘ§Ά®ΙΐΖ®άΦΉΑΦ–ΒΫΥΡ÷αΖ÷Ε»≈Χ…œΓΘ“Κ―Ι”ΆΆ®ΙΐΦ–ΨΏΧεΫχ”ΆΩΉ δ»κΘ§”Ά“ΚΫχ»κ5Ηω“Κ―ΙΗΉΘ§‘Ύ“Κ―Ι”ΆΆΤΝΠΉς”Οœ¬Θ§Μν»ϊΗΥœρœ¬―ΙΥθΒ·Μ…Θ§Β·Μ…±Μ―ΙΥθΚσΦ–ΨΏΧε…œœ¬±μΟφ‘Ύ“Κ―ΙΗΉΚΆΜν»ϊΓΔ¬ίΕΛΉς”Οœ¬±ΜΦ–ΫτΓΘΒ±“Κ―Ι”Ά ß»Ξ―ΙΝΠΚσΘ§Β·Μ…÷πΫΞΜ÷Η¥Β·–‘Θ§ΙΛΦΰ‘ΎΦ–ΨΏΧε…œΥ…ΩΣΓΘ
$ m [; A& q# H0 U# A. [* F
ΆΦ3 ΥΡ÷α“Κ―ΙΦ–ΨΏ≤ζΤΖ
' B" H/ K& {9 o/ Q4 A$ U
Φ–ΨΏ…ηΦΤœΗΫΎΒψΤάΘΚΗΟΦ–ΨΏ‘Ύ…ηΦΤΙΐ≥Χ÷–ΉέΚœΩΦ¬«ΝΥΦ”ΙΛΜΖΨ≥ΚΆΙΛΉς“Σ«σΘ§Τδ÷–”–ΦΗΗωœΗΫΎΕ‘Φ–ΨΏ‘ΎΙΛΉς÷–ΤπΒΫΝΥ÷Ί“ΣΒΡΉς”ΟΓΘ ΒΎ“ΜΘ§Φ–ΨΏΧε…œ±μΟφ‘≤–ΈΙΒ≤έΓΘ¥ΥΙΒ≤έΒΡΉς”Ο «ΫΒΒΆΦ–ΨΏΧε…œ±μΟφΦ–Ϋτ≤ΩΈΜΒΡ”ΠΝΠΦ·÷–Θ§ ΙΒΟ…œ±μΟφ‘ΎΕ·Ής ±Ηϋ“Ή±Μ“Κ―ΙΗΉ―ΙΥθΦ–ΫτΓΘ
) Q& V6 M5 {) k( Y0 _
ΒΎΕΰΘ§ΙΛΦΰ‘ΎΕ®ΈΜΟφ…œ…ηΦΤ≥…ΆΙ‘≤–ϋΩ’»ΐΒψΕ®ΈΜΒΡ÷ß≥≈ΖΫ ΫΘ§≤ΜΫωΩ…“‘ΤπΒΫΕ®ΈΜΒΡΉς”ΟΘ§Εχ«“Ω…“‘”––ßΫΒΒΆΙΛΦΰ’ώΕ·ΓΘ
- K' z' I7 x: M! b, g
ΒΎ»ΐΘ§ΙΛΦΰΕ®ΈΜ≤ΩΈΜΒΡΆ®ΩΉΓΘ¥Υ¥ΠΆ®ΩΉΒΡΉς”Ο «ΖΫ±ψ≈≈≥ωΧζ–ΦΓΘ
3 U. q* e1 x# `' C) f
ΒΎΥΡΘ§ΙΛΦΰΉΑΦ–≤ΩΈΜΒΡΑκ‘≤≤έΘ§ΥϋΒΡΉς”Ο «Β±ΒΕΨΏ‘ΎΦ”ΙΛΙΛΦΰ±μΟφΒΡ‘≤≤έ ±±ήΟβ”κΦ–ΨΏΖΔ…ζΗ……φ, ”––ßΒΡΤπΒΫΝΥ±ήΩ’ΒΡΉς”ΟΓΘ / r- b" D7 g3 i, r/ r
»ΐΓΔΥΡ÷α“Κ―ΙΦ–ΨΏΒΡ÷ς“Σ≤Έ ΐ…ηΦΤ. z4 T8 b2 L3 |" Q0 ?
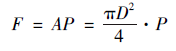
“Κ―ΙΦ–ΨΏΥδ»Μ”κΤχΕ·Φ–ΨΏΨΏ”–œύΥΤΒΡ”≈Βψ,ΒΪ «“Κ―ΙΦ–ΨΏΒΡΙΛΉς―ΙΝΠ¥σ«“Έ»Ε®,“ρ¥Υ“Κ―ΙΦ–ΨΏ≥Θ”Ο”Ύ¥σ≈ζΝΩΓΔ÷Ί«–œςΒΡΉ‘Ε·Μ·…ζ≤ζΓΘ“Κ―ΙΦ–ΨΏΒΡ…ηΦΤΙΐ≥Χ÷ς“Σ «ΗυΨί ΒΦ ”ΟΆΨ–η“Σ, Ήœ»ΫαΚœΙΛΩω“Σ«σ»ΖΕ®“Κ―ΙΦ–ΨΏΒΡάύ–Ά,»ΜΚσΗυΨίœύΙΊΦΦ θ“Σ«σ»ΖΕ®“Κ―ΙΦ–ΨΏΒΡœύΙΊ≤Έ ΐ,»γ“Κ―ΙΗΉΗΉΨΕΓΔ“Κ―ΙΗΉΦ–ΨΏΒΡΦ–ΫτΝΠΓΔ“Κ―ΙΗΉΒΡΆβΗΚ‘ΊΒ»ΓΘΗΟ―–ΨΩ…ηΦΤΒΡΥΡ÷α“Κ―ΙΦ–ΨΏ≤…”ΟΒΡ «ΒΞΗΉΒΞΉς”Ο“Κ―ΙΗΉ(ΆΦ2ΓΔΆΦ3 Υυ Ψ),“Κ―ΙΦ–ΨΏ‘Ύ…ηΦΤ ±Τδ÷–ΗΚ‘Ί ήΝΠ «ΙΊΦϋ“ρΥΊ,»ΜΚσ»ΖΕ®ΤδΗΉΨΕΒ»ΤδΥϊ≤Έ ΐΓΘ“Κ―ΙΗΉ‘ΎΙΛΉς ±Υυ ήΆβΗΚ‘ΊΝΠF Αϋά®»ΐ÷÷άύ–Ά:“Μ «ΙΛΉςΗΚ‘Ί,Εΰ «ΙΏ–‘ΗΚ‘Ί,»ΐ «ΡΠ≤ΝΉηΝΠΗΚ‘ΊΓΘ“ρ¥Υ“Κ―ΙΗΉΆβΗΚ‘ΊΈΣ: 7 y5 z$ y0 D5 {3 T# ~3 T
F = Fw + Fa + Ff Ϋ÷–: Fw ΈΣΙΛΉςΗΚ‘Ί,Ε‘”ΎΫπ τ«–œςΜζ¥≤ά¥ΥΒ,Φ¥ΈΣΜζ¥≤Φ”ΙΛ ±ΒΡ«–œςΚœΝΠ; Fa ΈΣ‘ΥΕ·≤ΩΦΰΥΌΕ»±δΜ· ±ΒΡΙΏ–‘ΗΚ‘Ί; Ff ΈΣΒΦΙλΡΠ≤ΝΉηΝΠΗΚ‘Ί,ΤτΕ· ±ΈΣΨ≤ΡΠ≤ΝΉηΝΠ,ΤτΕ·ΚσΈΣΕ·ΡΠ≤ΝΉηΝΠ,Ε‘”ΎΤΫΒΦΙλFf Ω…”…Ff =f(G + FRn ) «σΒΟ,G ΈΣ‘ΥΕ·≤ΩΦΰ÷ΊΝΠ(¥Υ¥ΠΑ¥1000N); FRn ΈΣ¥Ι÷±”ΎΒΦΙλΒΡΙΛΉςΗΚ‘Ί(¥Υ¥ΠΈΣ«–œς÷αœρΝΠ); fΈΣΒΦΙλΡΠ≤ΝœΒ ΐ,Ζ÷±π»ΓΕ·ΡΠ≤ΝΓΔΨ≤ΡΠ≤ΝœΒ ΐΈΣ0. 1ΓΔ0.2ΓΘ
7 I! }, M& a# ~& ~
2 e$ b% b/ E3 r% I B3 ^1 I& G
3 k# ?8 b; {# h( J8 t3 }( E, m; T8 F
ΠΛt = 0. 01 ~ 0. 5s ΈΣΦ”ΦθΥΌ ±Φδ,“ΜΑψΠΛt = 0.01 ~0. 5s ; ΠΛv ΈΣΠΛt ±ΦδΡΎΒΡΥΌΕ»±δΜ·ΝΩΓΘ % O0 w- L4 C: V3 R2 `5 }
Ff = f(G + FRn ) = 2730 N;F = Fw + Fa + Ff =28848NΓΘΗυΨί ΒΦ –η“ΣΚΆ≤ι±μΉέΚœΙάΥψ“Κ―ΙΗΉΒΡΙΛΉς―ΙΝΠP =10MPΓΘ 3 B# u p& D$ Z( }1 T8 O B
“Κ―ΙΗΉΒΡΉήΗΚ‘ΊΝΠΚΆΙΛΉς―ΙΝΠ¥φ‘Ύ“‘œ¬ΙΊœΒ: ( y4 ?1 C- I' h. i- N8 a/ U3 I% ?
“ρ¥ΥΩ…“‘ΦΤΥψ≥ω“Κ―ΙΗΉΒΡΡΎΨΕD,Φ¥:
9 d0 }( o$ B1 D
+ x/ R$ b, _0 |. e# M
$ B. G% S q+ G; a. Q
ΗυΨί≤ι±μΚΆ ΒΦ –η“Σ,¥Υ¥ΠD = 50 mm Φ¥Ω…¬ζΉψ“Σ«σΓΘ“ρΈΣΗΟΦ–ΨΏΈΣΩλΫχΩλΆΥ,Υυ“‘ΤδΜν»ϊΗΥ÷±ΨΕ”ΠΗυΨί“‘œ¬ΙΪ ΫΦΤΥψ,Φ¥: * ^+ F. A `2 M/ w
1 A7 g8 [# T9 K6 i0 G& S! C
5 c- s- C. o; i# D. _
“ρ¥ΥΩ…“‘ΦΤΥψ≥ω“Κ―ΙΗΉΜν»ϊΒΡ÷±ΨΕd,Φ¥: d =35mm,ΗυΨί≤ι±μΚΆ ΒΦ –η“Σ¥Υ¥Πd =12mm.Φ¥Ω…¬ζΉψ“Σ«σΓΘΉέΚœΙζΦ“±ξΉΦ≤ιΒΟ“Κ―ΙΗΉΡΎΨΕΦΑΜν»ϊΗΥΒΡ÷±ΨΕΖ÷±π»Γ÷ΒD =50mm, d =12mmΓΘ
$ t" w, p) c V9 V2 t* { A
Ήή Ϋα
. Z, `$ O$ [0 ]+ d- T’βΧΉΥΡ÷α“Κ―ΙΦ–ΨΏ≤ΜΫωΚήΚΟΒΊΫβΨωΝΥ≈ζΝΩ…ζ≤ζΈ ΧβΘ§Εχ«“ΫΒΒΆΝΥ÷Τ‘λ≥…±ΨΚΆΧαΗΏΝΥ…ζ≤ζ–߬ Θ§ΖϊΚœ…ζ≤ζ ΒΦ “Σ«σΓΘΆ§ ±…ηΦΤ‘≠άμΦρΒΞΓΔΒδ–ΆΘ§÷ΒΒΟΆΤΙψ”Π”Ο”Ύ≈ζΝΩ…ζ≤ζΒΡΆ§άύ≤ζΤΖΓΘ
, }: d& `* Q2 y | 

 ΖΔ±μ”Ύ 2022-11-17 15:01:24
ΖΔ±μ”Ύ 2022-11-17 15:01:24