|
Ъ§ПиГЕДВЪЧФПЧАЪЙгУЙуЗКЕФЪ§ПиЛњДВжЎвЛЁЃЫќжївЊгУгкМгЙЄЖдГЦЕФЛизЊЬхСуМўЃЌШчжсРрСуМўЁЂХЬРрСуМўЕФФкЭтдВжљУцЁЂШЮвтзЖНЧЕФФкЭтдВзЖУцЁЂИДдгЛизЊФкЭтЧњУцКЭдВжљЁЂдВзЖТнЮЦЕШЧаЯїМгЙЄЁЃ 2 B8 J& C4 y: H2 |/ W- w
МДЪЙЪЧзюЦеЭЈЕФГЕТжРЊвВгаВЛЭЌЕФЙЄвеЃЌдкФГаЉЪ§ПиЯЕЭГжаЃЌетаЉЙЄвебЁдёОљКИЧдкЁАКсЯђГЕЯїЁБЁЂЁАзнЯђГЕЯїЃЈвВГЦЮЊ"ЭљИДГЕЯїЁБЃЉЁБКЭЁАВлЪНЧаЯїЁБШ§РржЎжаЃЌЯТУцШУЮвУЧвЛЦ№РДНјааСЫНтЁЃ
& q7 c* j8 _2 m+ Z( P& F
. L, g3 L+ y/ n2 E4 P$ ]
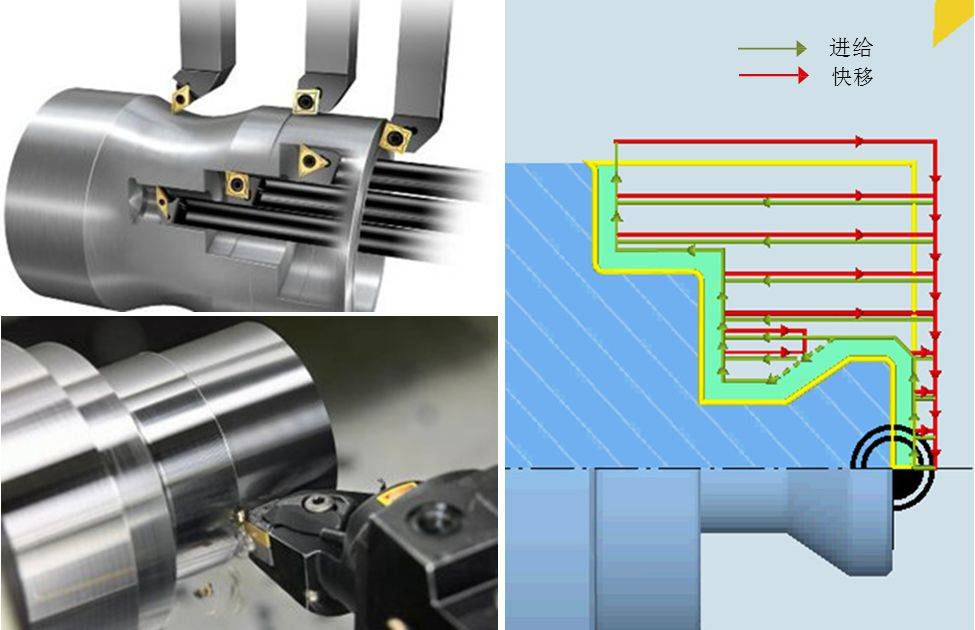
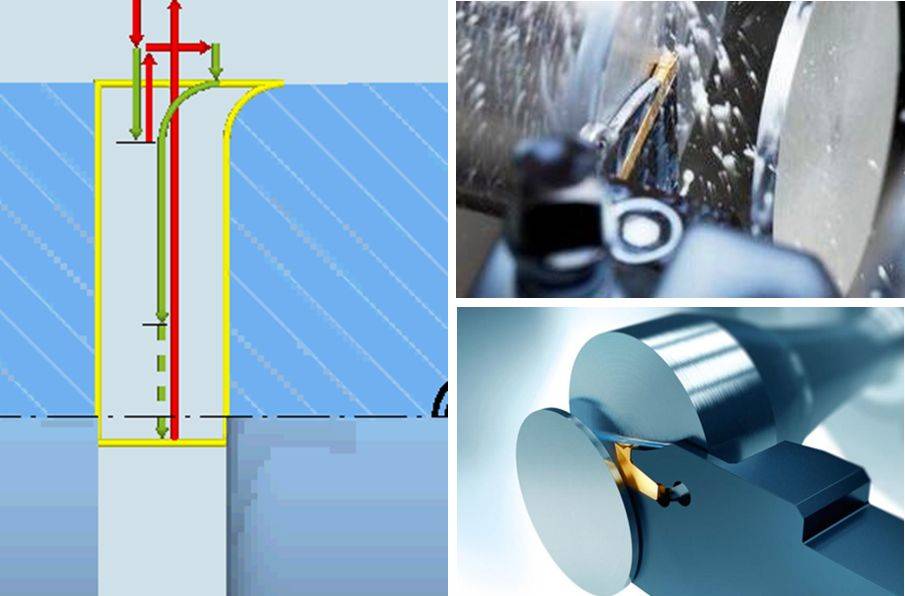
вЛЁЂКсЯђГЕЯїКсЯђГЕЯїЕФЬиЕуЃК • КсЯђГЕЯїЪБЃЌГЕЯїЕЖОпЕФвЦЖЏЗНЯђгыЙЄМўЕФЛизЊжсЯпЦНааЁЃ • ШчЙћЪЧжїжїжсЃЌЕЖОпЕФвЦЖЏЗНЯђДггвЯђзѓЃЛШчЙћЛњДВХфгаИБжїжсЃЌЕЖОпЕФвЦЖЏЗНЯђдђЪЧДгзѓЯђгвЁЃ • КсЯђГЕЯїПЩгУРДМгЙЄЭтдВКЭФкПзЁЃВЛЙ§МгЙЄФкПзЪБЃЌЪзЯШвЊдЄзъвЛИіЕзПзЁЃ • Г§СЫПЩвдМгЙЄЭтдВжЎЭтЃЌЛЙПЩвдНјааЖЫУцМгЙЄЁЃ
: m7 B4 O6 w6 o; y' n7 r
$ i* P* F( b, R2 S" H
ЖўЁЂзнЯђГЕЯїЁЂВлЪНЧаЯїКЭЧаЖЯ/ }3 I. C9 r7 l6 x9 z' Z
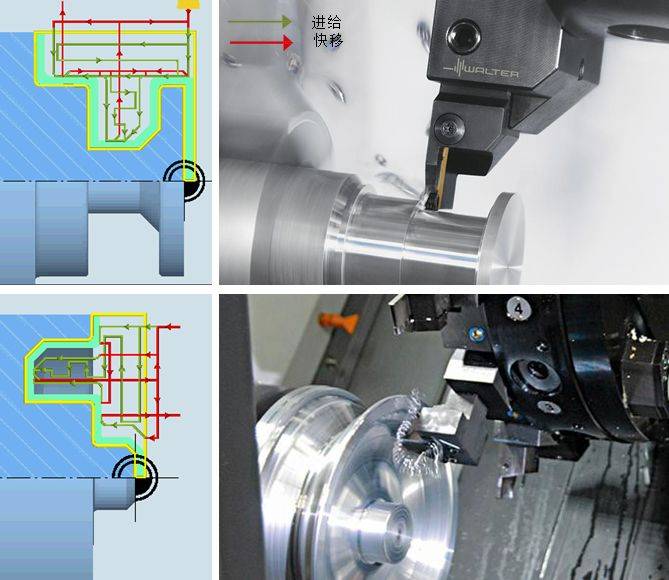
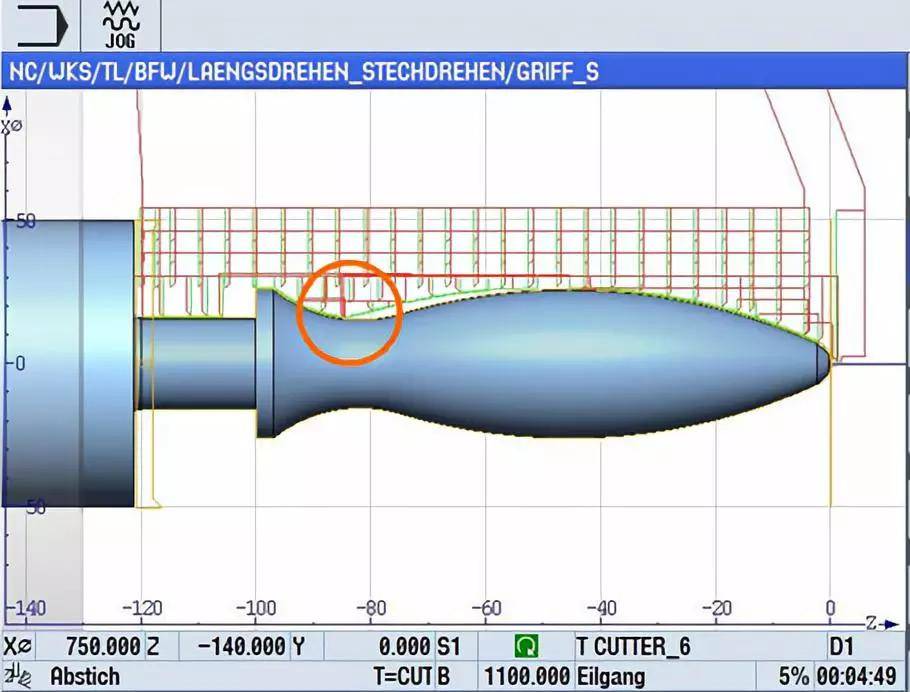
ВрУцвдМАЖЫУцЕФзнЯђГЕЯїЬиЕуЃЈвВГЦЮЊЁАЭљИДЧаЯїЁБЃЉЃК • дкЖдЙЄМўВрУцНјаазнЯђГЕЯїЪБЃЌзнЧаГЕЕЖЕФНјИјЗНЯђЪЧДЙжБгкЙЄМўЛизЊжсЯпЕФЁЃ • дкЖдЙЄМўЖЫУцНјаазнЯђГЕЯїжаЃЌзнЧаГЕЕЖЕФНјИјЗНЯђЪЧЦНаагкЙЄМўжсЕФЁЃ • знЧаГЕЕЖгаШ§ИіЧаЯїШаЃЌДгЖјЪЙЕУОЖЯђКЭжсЯђЩЯЕФВФСЯШЅГ§Й§ГЬОЁПЩФмЕиВЛБЛжаЖЯЃЈвђЮЊОЁСПМѕЩйПьЫйвЦЖЏааГЬЃЉЁЃ • ЧаВлЕЖКЭзнЧаЕЖЕФЕЖЦЌаЮзДКЭЕЖЬхаЮзДОљгаЫљВЛЭЌЁЃ
0 i, y, Z& C& F: ~7 e! u
' d9 y& U6 T5 G
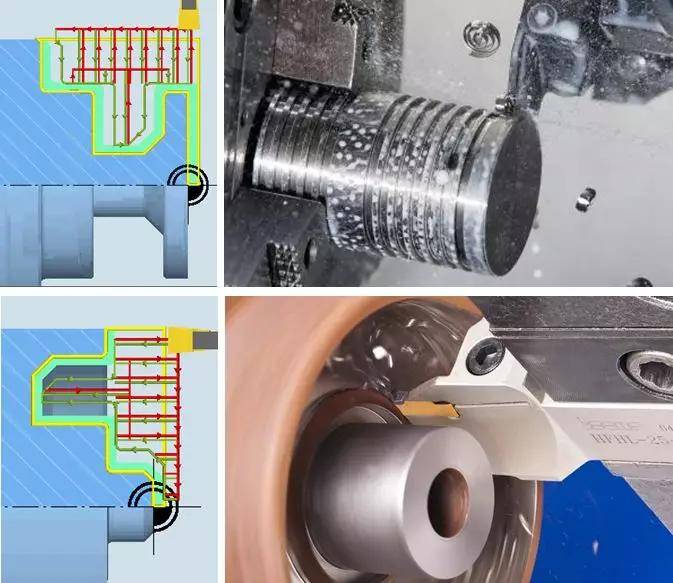
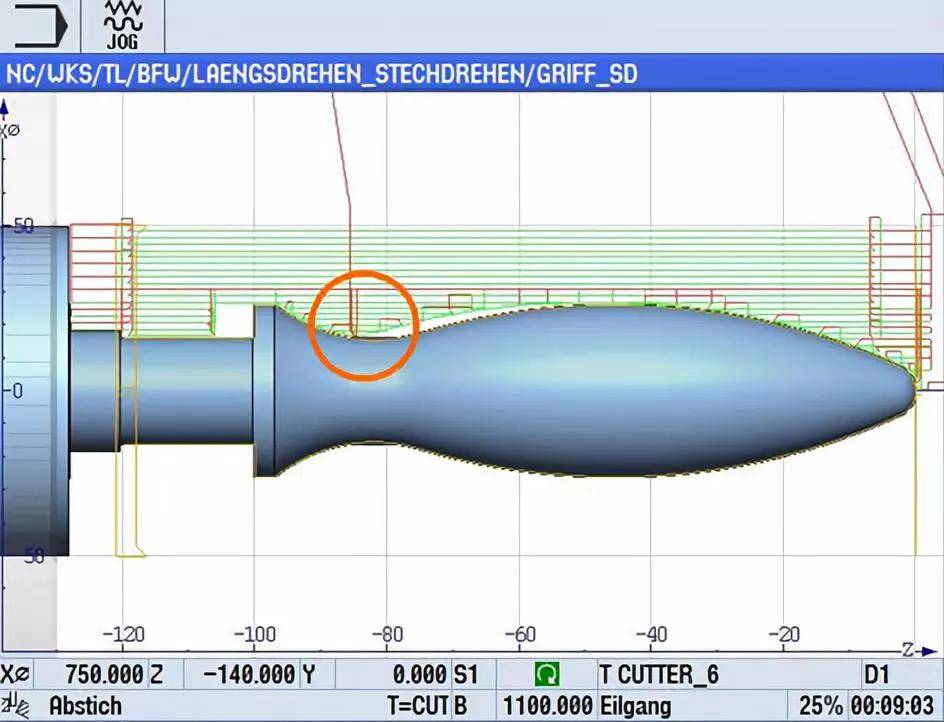
ВрУцвдМАЖЫУцЕФВлЪНЧаЯїМгЙЄЬиЕуЃК • ЧаВлЪБНідкКсЯђНјИјЗНЯђЩЯНјааЧаЯїЁЃ • ВрУцВлЪНЧаЯїЕФМгЙЄЙ§ГЬЪЧДЙжБгкЛизЊжсЯпЗНЯђЁЃ • ЖЫУцВлЪНЧаЯїЕФМгЙЄЙ§ГЬЪЧЦНаагкЛизЊжсЯпЗНЯђЁЃ • ЧаВлЕЖОпНіФмГаЪмДЙжБЪЉМггкЕЖОпжсЯпЗНЯђЕФСІЁЃ • ВлЪНЧаЯїЙЄвежївЊгУРДМгЙЄАМВлЁЃЭЈГЃЧщПіЯТЃЈВЂЗЧОјЖдЃЉД§МгЙЄЕФАМВлгыЧаВлЕЖОпЕШПэЁЃ $ p6 x* M0 s: H1 V5 p: J* p) Z: {
' Y6 i- T- B: `4 v% `; p. d
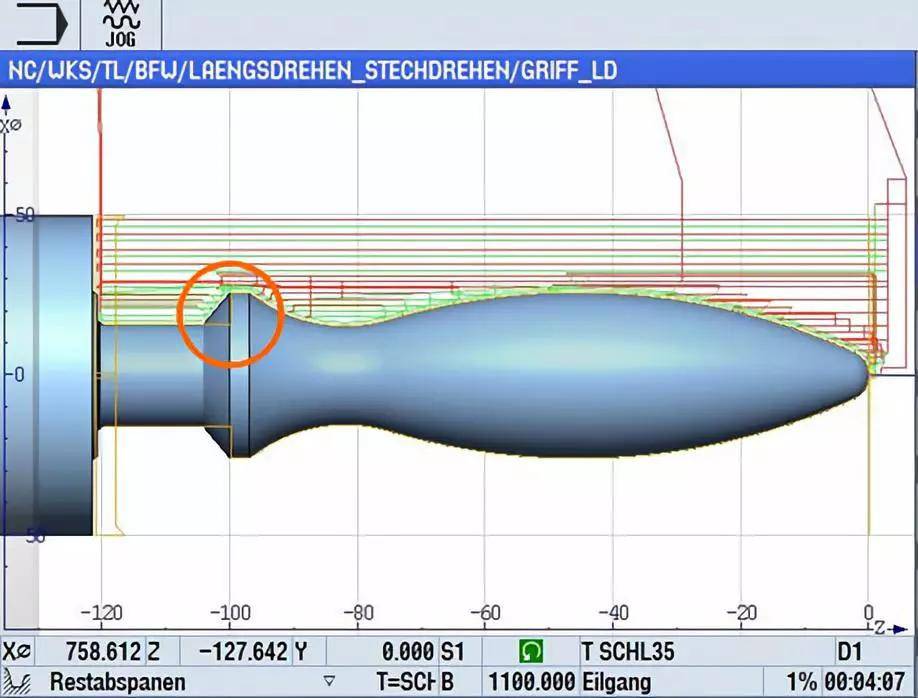
ЧаЖЯМгЙЄЕФЬиЕуЃК • дкМгЙЄЙ§ГЬЕФзюКѓЃЌЙЄМўЛсгЩЧаЖЯЕЖжДааЧаЖЯЙ§ГЬЁЃ • ЧаЖЯбЛЗАќКЌвЛИіЁАИЈжњЧаШыЁБКЭвЛИіЪЕМЪЕФЧаЖЯЙ§ГЬЁЃИЈжњЧаШыФмШЗБЃИќМбЕФЧааМХХГіаЇЙћЁЃ • ЧаЖЯашвЊЕЖОпНјИјГЌГіЙЄМўЕФЛизЊжааФЁЃ • ЭЈГЃашвЊдкЧаЖЯЧАНЕЕЭжїжсзЊЫйЃЌвдБуИќКУЕиПижЦа§зЊжаД§ЧаЖЯЕФСуМўЁЃ + Y! A M4 G3 D% @: p# }& ]$ X( f
+ S* \- @0 Z8 \' F
Ш§ЁЂЪЙгУSINUMERIK OperateНјааГЕЯїЕФАИР§8 n! Y6 R% P$ v4 G' U! ~ v
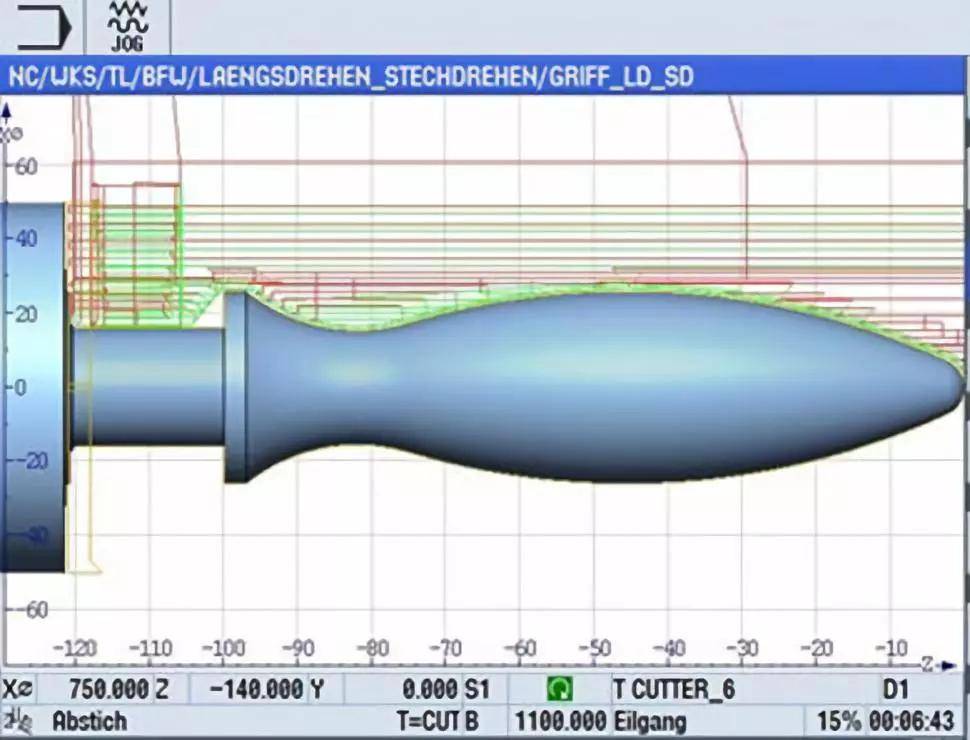
ШчЯТШ§ЗљЭМЦЌЫљЪОЃЌВЛПЩФмНіЪЙгУвЛжжЧаЯїЙЄвеЭъГЩетИіАбЪжСуМўЕФМгЙЄЃЌвђЮЊЕЖОпМгЙЄЕНЭМжаГШЩЋдВШІБъзЂЕФЮЛжУЪБЛсМгЙЄВЛЕНЮЛЛђЗЂЩњИЩЩцЁЃ
0 r2 r a! B* A9 F* T) }4 l
ВлЪНЧаЯїМгЙЄЙЄвеЃК + L2 P+ f, |& z/ P% ?) O
знЯђГЕЯїЙЄвеЃК % M7 q; ~5 c, Y
КсЯђГЕЯїЃЈЛђГЦЮЊЁАЭљИДГЕЯїЁБЃЉЃК & y* K( ~$ I9 m8 {, v! r
вђДЫЮвУЧашвЊзщКЯЪЙгУКсЯђГЕЯїКЭзнЯђГЕЯїСНжжЙЄвеЃЌВХФмЕУЕНЯТУцЫљЪОЕФФЃФтаЇЙћЃК 0 E6 R6 v B: n; d
# u! Q0 O1 h8 J# G6 K: O) i" C; X
зЂвтЃКВлЪНГЕЯїКЭЭљИДГЕЯїдк828D PPU240 ЯЕЭГЩЯЮЊбЁЯюЙІФмЁЃбЁЯюКХЃЈРЉеЙЙЄвеЙІФмЃЉЃК6FC5800-0AP58-0YB0
# t. U- a) S" |- v' J5 q) r
ЫФЁЂзмНс
( G: \8 y# c" V2 @ ^КсЯђГЕЯїЃК + ПЩЪЕЯжНЯДѓЕФКсЯђНјИјЃЌМДНЯДѓЕФЧааМКсНиУцЛ§ + ДжМгЙЄЪБПЩЪЕЯжНЯИпЕФНјИјТЪ + ЭъУРЕФЧааМХХГіаЇЙћ - ВЂВЛЪЧЫљгаТжРЊЖМПЩЪЙгУгаЯоЕФЕЖОпМДПЩНјааКсЯђГЕЯїМгЙЄЃЌМгЙЄжаПЩФмашвЊИќЛЛИќЖрЕФЕЖОп
. P1 e4 \% @) P4 I0 }
знЯђГЕЯїЃК + БмУтСЫПеЧаЯїааГЬ + МѕЩйСЫЛЛЕЖВйзї + гІгУжаЕФИпЖШСщЛюад - гЩгкЕЖОпЯожЦЃЌВЂВЛЪЧЫљгаТжРЊЖМПЩМгЙЄ - ЧааМХХГіаЇЙћгаЪБВЛЙЛРэЯыЃЈЧааМПЩФмЛсБЛПЈзЁЃЉ
, H5 [2 }0 x! f% B( s1 D
ЪВУДЪБКђЪЙгУФФжжЙЄвеЃП знЯђГЕЯївЛАугУгкЃКР§ШчДјгаНЯЩюЕФАМ ВлКЭКЌга90ЁуЙеНЧНсЙЙСуМўМгЙЄЃЌетаЉНсЙЙЕФМгЙЄжЛФмВЩгУДЫЙЄвеНјааЁЃ КсЯђГЕЯївЛАугУгкДјгадВЛЁЙ§ЖЩЕФСїЯп аЭТжРЊНсЙЙЁЃ 4 R7 A1 |; a/ R3 M9 x7 j% i
| 

 ЗЂБэгк 2022-9-21 14:24:43
ЗЂБэгк 2022-9-21 14:24:43