|
ЕчЛ№ЛЈМгЙЄЪЧФЃОпжЦдьжаЕФвЛжжживЊЙЄвеЗНЗЈЃЌгШЦфдкзЂЫмФЃжЦдьжаИќЮЊживЊЁЃЖјФЃОпЙЄГЇдкЕчЛ№ЛЈМгЙЄЛЗНкжаДцдкЕФвЛаЉЮѓЧјЃЌЭљЭљЛсЕМжТМгЙЄОЋЖШЁЂБэУцЁЂаЇТЪЕШДяВЛЕНвЊЧѓЁЃЯТЮФзмНсСЫФЃОпГЇЕчЛ№ЛЈМгЙЄЕФГЃМћЮѓЧјЁЃ 6 o+ J; a2 R. \9 L! J
* L; K# `5 x5 G# G1 Y5 D# D! K- f
01 гУЕчМЋХіЙЄМўЗжжаЃЌОГЃЁАДђЦЋЁБ ЪЙгУЕчМЋжБНгХіЙЄМўЕФЗНЗЈЃЌЪєгкУцНгДЅЁЃНгДЅУцжЎМфВЛПЩБмУтЕиДцдкЛђЖрЛђЩйЕФЯИЮЂЮяЃЌНгДЅУцвВДцдкзАМаОЋЖШЮѓВюЃЌЫќУЧНЋжБНггАЯьевБпЁЂЗжжаЕФОЋШЗЖШЁЃЪЙгУетжжЗНЗЈЃЌЗжжаОЋЖШВЛЮШЖЈЃЌЩѕжСЗЂЩњНЯДѓЕФЦЋВюЁЃ ЖдгкЪ§ПиЗХЕчЛњЃЌЭЦМіЪЙгУЛљзМЧђЗжжаЕФЗНЗЈЃЌетЪЧФЃОпЙЄГЇЗХЕчБиБИЕФЗНЗЈЁЃЭЈГЃЕФзіЗЈЪЧЃК + I- s: o& }# Z2 \# u
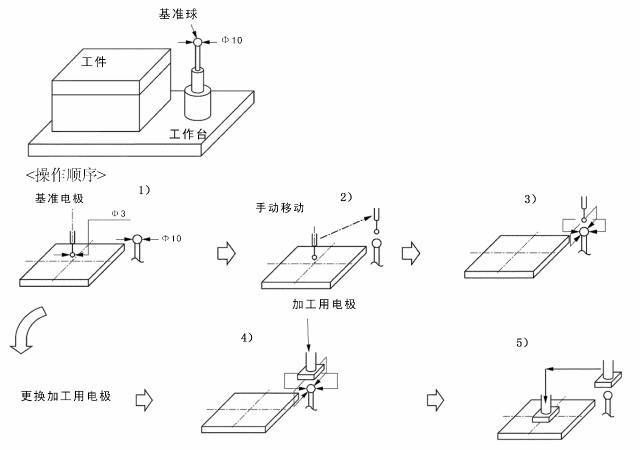
1ЃЉзАМаЙЄМўЃЛ 2ЃЉдкЙЄзїЬЈЩЯЗХвЛИіЛљзМЧђЃЛ 3ЃЉдкжїжсЭЗЩЯАВзАВтЭЗЃЛ 4ЃЉЪЙгУВтЭЗЖдЙЄМўЗжжаЃЛ 5ЃЉЪЙгУВтЭЗЖдЛљзМЧђЗжжаЃЛ 6ЃЉШЁЯТВтЭЗЃЌАВзАЕчМЋЃЛ 7ЃЉжЎКѓЕФЕчМЋЖМЪЧЖдЛљзМЧђНјааЗжжа 3 Z( o1 p9 q3 ^' y/ {+ g1 s; R6 G
4 m+ I& v0 W& ~0 z
гЩгкЗжжаЙ§ГЬЖМЪЧЕуЖдЕуЕФИажЊНгДЅЃЌвђЖјПЩЪЕЯжІЬmМЖЕФИпОЋЖШЖЈЮЛОЋЖШЁЃСэЭтЃЌЕчМЋЗжЛљзМЧђЕФЙ§ГЬвЦЖЏОрРыБфаЁЃЌПЩГфЗжРћгУЛњДВЕФааГЬЃЌаЇТЪвВЕУЕНСЫЬсИпЁЃ ЕБШЛЃЌШчЙћЩњВњЙЄвеИќЭъЩЦЕФЛАЃЌПЩвддкЛњЭтЭЈЙ§Ш§зјБъВтСПЕчМЋЦЋаФЃЌНЋЦЋаФЪ§жЕДЋЪфжСЕчЛ№ЛЈЛњДВЃЌдкЕчЛ№ЛЈЛњДВЩЯОЭЮоашдйЗжжаСЫЃЌПЩвдДѓЗљЖШЬсИпЛњДВЕФМкЖЏТЪЃЌЬсЩ§ЕчЛ№ЛЈМгЙЄЕФећЬхЩњВњаЇТЪЁЃ 3 {2 [, T& l$ e8 V& |. @
02 ЧЇЦЊвЛТЩбЁгУЭЌвЛжжЕчМЋВФСЯ ЙњФкДѓЖрЪ§ФЃОпЦѓвЕЪЙгУзЯЭзїЮЊЕчМЋВФСЯЁЃдкзЗЧѓИпаЇТЪМгЙЄЕФНёЬьЃЌФуЪЧЗёШЅПМВьЙ§ЪЏФЋЕчМЋЕФМгЙЄгХЪЦЃПЛђаэФуЛсМђЕЅЕиШЯЮЊЪЏФЋЕчМЋжЛЪЪгУгкДѓаЭФЃОпМгЙЄЛђепДжМгЙЄЁЃЪТЪЕЩЯЃЌетжжШЯЪЖЪЧЦЌУцЕФЛђепЛЙЭЃСєдкДЋЭГЕФжЦФЃЙлФюЁЃ ЕБЧАдНРДдНЖрЕФФЃОпЦѓвЕЃЌПЊЪМЪЙгУЪЏФЋЕчМЋРДДѓЗљЖШЫѕЖЬФЃОпжЦдьжмЦкЁЃвђЮЊЮоТлЪЧЯГЯїЕчМЋЛЙЪЧЗХЕчМгЙЄЕФЙ§ГЬЃЌЖМФмДѓЗљЖШЬсЩ§МгЙЄаЇТЪЃЌетЪЧЪЏФЋЕчМЋЕФЯджјгХЪЦЁЃСэЭтЃЌЪЏФЋзіДѓЕчМЋжиСПЧсЃЌеЗьМгЙЄВЛШнвзБфаЮЃЌCNCЯГЯїУЛгаУЋДЬЃЌПЩЩшМЦећЬхЕчМЋРДМѕЩйЕчМЋЪ§ФПЕШЕШЃЌЖМГфЗжЬхЯжСЫЪЏФЋВФСЯЕФгХЪЦЁЃЕБШЛСЫЃЌдквЊЧѓRa0.4ІЬmвдЯТЕФОЋЯИБэУцМгЙЄЃЌЪЏФЋМгЙЄОЭВЛЬЋКЯЪЪСЫЁЃ ЖдгкЮЂЯИРрМгЙЄЃЌвЊЧѓМЋЕЭЕФЕчМЋЫ№КФЁЃетЪБОЭгаБивЊбЁгУгХжЪЕФзЯЭЕчМЋЛђепИѕЭЕчМЋЁЃЖдгкИпИНМгжЕСуМўЕФЗХЕчМгЙЄЃЌЪЙгУМлИёИќАКЙѓЕФЭЮйКЯН№ФмЛёЕУИќаЁЕФЕчМЋЫ№КФЃЌгШЦфдкМгЙЄгВжЪКЯН№РрЙЄМўЁЃ
2 {0 E6 S% H/ X0 A- D4 P
03 ЕчМЋЛ№ЛЈЮЛзіЕУЦЋаЁЃЌДѓЗљЖШНЕЕЭСЫМгЙЄаЇТЪ ДѓЖрЦѓвЕЖМЪЧДгЪЙгУДЋЭГЗХЕчЛњЩ§МЖЕНЪ§ПиЗХЕчЛњЃЌВЛЩйЙЄГЇдкЪЙгУЪ§ПиЗХЕчЛњЪБЃЌЕчМЋЛ№ЛЈЮЛЙЄвеШдШЛВЮееДЋЭГЗХЕчЛњЃЌБШШчДжМгЙЄЕчМЋЛ№ЛЈЮЛШЁЕЅБп0.15mmЃЌОЋМгЙЄЕчМЋШЁЕЅБп0.05mmЁЃ ЦЋаЁЕФЕчМЋЛ№ЛЈЮЛДѓЗљЖШЯожЦСЫЪ§ПиЗХЕчЛњВЛФмЪЙгУИќДѓЕФЕчСїРДНјааИпЫйМгЙЄЁЃЪТЪЕЩЯЃЌдкИпЫйЧаШыМгЙЄКѓЃЌжЛашЭЈЙ§ЦНЖЏМгЙЄМДПЩПьЫйаоЙтаЭЧЛВрУцЃЌетЪЧЪЕЯжЗХЕчБэУцЁЂаЇТЪЁЂОЋЖШжИБъЭъУРаЇЙћЕФЙЄвеЗНЗЈЁЃетРяЬсЙЉвЛИіВЮПМЃЌЪ§ПиЗХЕчЛњЕФДжМгЙЄЕчМЋЛ№ЛЈЮЛШЁЕЅБп0.3~0.15mmЃЌОЋМгЙЄЕчМЋШЁЕЅБп0.15~0.05mmЁЃашвЊВЮееЗХЕчУцЛ§гыМгЙЄСПЃЌдкУцЛ§дЪаэЕФЧщПіЯТЃЌОЁПЩФмНЋЛ№ЛЈЮЛзіДѓвЛаЉЃЌПЩЛёЕУЩѕжСЪЧИпДяМИБЖЕФМгЙЄаЇТЪЁЃ
3 a/ i& `. Y, b R7 }" H
04 ШдШЛдкЪЙгУЪжЖЏМаЭЗАВзАЁЂЕїећЕчМЋ ЦѓвЕГігкЪЕСІЛђепГЩБОЕФПМТЧЃЌЪЙгУДЋЭГЕФЪжЖЏМаЭЗАВзАЁЂЕїећЕчМЋЃЌетжжЗНЗЈМђЕЅЪЕгУЃЌБЛЦеБщЪЙгУЁЃЕЋвЛаЉЦѓвЕЙКТђСЫМИЪЎЭђЕФЪ§ПиЗХЕчЛњЃЌШдШЛдкЪЙгУЪжЖЏМаЭЗЁЃ ЪЙгУДЋЭГЕФЪжЖЏМаЭЗЃЌЛњДВЕФЪЕМЪРћгУТЪВЂВЛИпЃЌдкВЛФмТњзуЩњВњаЇФмЕФЧщПіЯТжЛФмЛЈИќЖрЕФзЪН№ЭЖзЪдіМгЗХЕчЛњДВЁЃЪТЪЕЩЯЃЌКУТэашХфКУААЃЌЪ§ПиЛњгІХфжУШч3RПьЫйзАМаЖЈЮЛМаОпЃЌПЩвдЪЁШЅШЫЙЄДђБэЕФЙ§ГЬЃЌМѕЩйСЫЛњДВЦЕЗБЕФД§ЛњЃЌЬсИпСЫЩњВњаЇФмЁЃ
1 T- p- _+ w% h6 Z q7 [: Y5 b9 w5 ]# K
05 ДгРДВЛгУВрДђгыаБДђЙІФм Ъ§ПиЗХЕчЛњПЩЪЕЯжВрДђЁЂаБДђЁЂЖржсСЊЖЏМгЙЄЁЃБШШчгавЛаЉзЂЫмФЃЕФГЩаЭЯтМўЃЌЫФжмгаБШНЯБЁЁЂЩюЕФНКЮЛЃЌетаЉВПЮЛОЭКмЪЪКЯВрДђЁЃ ЗХЕчЧхГ§ЧаЯїМгЙЄКѓЪЃЯТЕФЕЖОпRНЧЃЌЪЧБШНЯГЃМћЕФМгЙЄРраЭЃЌШчЙћВЩгУXЁЂYЁЂZШ§жсСЊЖЏЕФЗНЗЈЃЌМДаБЯђМгЙЄЃЌПЩБмУтвђМгЙЄВПЮЛУцЛ§аЁЖјЗЂЩњЗХЕчВЛЮШЖЈЁЂЕчМЋОжВПЫ№КФЕФЯжЯѓЁЃ ФЃОпЩЯЕФаБННПкМгЙЄЃЌКмЖрЙЄГЇЖМЪЧЭЈЙ§НЋФЃОпАкаБРДАДееZ-ДЙжБМгЙЄЕФЁЃЪЕМЪЩЯЃЌПЩвдЪЙгУЪ§ПиЕчЛ№ЛЈЛњДВЕФаБДђЙІФмРДЭъГЩЃЌЩшЖЈЦ№ЕуЁЂжеЕуМДПЩЪЕЯжаБННПкЕФМгЙЄЁЃашвЊдкЩшМЦЕчМЋЕФЪБКђОЭвЊАДееаБДђЕФЗНЗЈЩшМЦЕчМЋЁЃ гаЕФЙЄГЇХфЬзСЫИпЖЫЕФЪ§ПиЕчЛ№ЛЈЛњДВЃЌЛњДВвВХфгаCжсЁЃЕЋдкМгЙЄФЃОпЯтМўЕФХЃНЧННПкЪБЃЌВЛЛсЪЙгУCжсЙІФмЃЌЮЊСЫЪЕЯжХЃНЧННПкЕФМгЙЄЛЙЪЧНЋЯтМўЗжГЩ2АыРДНјааЯтЦДЁЃЪЕМЪЩЯЪЙгУCжсЕФЫХЗўМгЙЄМДПЩЭъГЩЁЃ 3 A! s$ R, L0 t+ U
06 ДѓУцЛ§ЕФИпЙтНрЖШМгЙЄФбвдДяЕНвЊЧѓ ШчЙћЙЋЫОЕФФЃОпЗХЕчМгЙЄЖМЪєгкДѓУцЛ§ЃЈ30ЦНЗНРхУзвдЩЯЃЉРраЭЃЌВЂЧвБэУцЖМвЊЧѓдкVDI18вдЯТЃЌвЊЧѓОљдШвЛжТЕФЛ№ЛЈЮЦРэЃЌЯёЕчЪгвЃПиЦїРраЭЧЛЁЃФЧУДЗХЕчМгЙЄОЭЪЧвЛИіЭЗЭДЕФЮЪЬтЃЌОГЃЛсЮЊСЫЮЦРэзїЗДЗДИДИДЕФаоећЃЌМгЙЄаЇТЪвВКмЕЭЁЃ ШчЙћЪЧХњСПЗХЕчМгЙЄДѓУцЛ§ЁЂДѓаЭЧЛРрФЃОпЃЌгІПМТЧЪЙгУЛьЗлМгЙЄММЪѕЃЌПЩДѓЗљЖШЬсИпМгЙЄаЇТЪЃЌИќШнвзЛёЕУДѓУцЛ§ЕФОЋЯИЮЦРэЛђепОЕУцЁЃ
- f1 {$ t# {" S- s. x" o- ~: @
07 ВЛе§ШЗЕФЗХЕчМгЙЄБэУцЦЗжЪПижЦ вЛаЉФЃОпЦѓвЕЃЌжЦдьЕФФЃОпвЊЧѓВЂВЛЪЧКмИпЃЌЗХЕчВПЮЛЛљБОЖМвЊКѓајНјааХзЙтДІРэЃЌЖјЫћУЧЕФЗХЕчШДдкзЗЧѓVDI18вдЯТЩѕжСЪЧОЕУцМгЙЄЕФвЊЧѓЃЌЖјЭЌЪБгждкБЇдЙЗХЕчЫйЖШЬЋТ§ЃЌНЛЦкРДВЛМАЁЃ ЙЄГЇгІИљОнФЃОпВЛЭЌЕФвЊЧѓРДе§ШЗПижЦЗХЕчБэУцЦЗжЪЃЌЗжЧхГўЗХЕчЕФгХЯШМЖЪЧаЇТЪЛЙЪЧЦЗжЪЁЃЖдгкДѓЖрЪ§КѓајвЊНјааХзЙтДІРэЕФМгЙЄВПЮЛЃЌЗХЕчМгЙЄДяЕНVDI22ЛђвдЩЯМДПЩЃЛЖдгкЯИЮЂЕФВПЮЛЃЌЮЊБмУтХзЙтБфаЮПЩвдМгЙЄОЋЯИаЉЁЃетРяашвЊЧПЕїЕФЪЧЃЌдкзЗЧѓVDI22вдЯТЕФИпЦЗжЪбЧЙтБэУцвЊЧѓЪБЃЌЗХЕчЪБМфЛсДѓЗљЖШдіМгЃЌЭЌЪБЕчМЋЫ№КФвВЛсдіМгЁЃ
N( ?# F3 {" A) j
08 ОЕУцЗХЕчМгЙЄЮѓЧј ЖдгкУЛгаНгДЅЙ§ОЕУцЗХЕчМгЙЄЕФФЃОпЙЄГЇЃЌЖдетУХММЪѕЛсЦФИааЫШЄЁЃЕЋвХКЖЕФЪЧЃЌгЩгкШБЗІЪЕМљОбщЃЌЫћУЧЕФвЛаЉВЛе§ШЗЕФШЯжЊЃЌКмШнвзЕМжТМгЙЄЪЇАмЕФАИР§ЁЃ ЪТЪЕЩЯЃЌЖдгкЪ§ПиЗХЕчЛњРДЫЕЃЌЪЕЯжОЕУцМгЙЄВЂВЛФбЃЌФмЗёЪЕЯжИпЦЗжЪЕФОЕУцаЇЙћЃЌГ§бЁгУЕФМгЙЄВЮЪ§ЭтЃЌЦфКмДѓГЬЖШШЁОігкЙЄМўВФСЯЃЌФГаЉВФСЯШчSKD11ЁЂDC53ЁЂЗТУАS136ЪЧЮоТлШчКЮвВДяВЛЕНКУЕФОЕУцаЇЙћЃЌвђДЫвЛЖЈвЊХаЖЯВФСЯдйОіЖЈНјааОЕУцЗХЕчЃЌЗёдђПЩФмЛсРЫЗбЪБМфЖјДяВЛЕНвЊЧѓЛђепЕМжТЗДИДаоећЁЃ ОЕУцМгЙЄЕФжївЊОбщЪЧЪБМфЕФПижЦЁЃЖрДѓЕФУцЛ§ЃЌгІИУЩшЖЈЖрЩйЪБМфЃЌгаОбщЕФЪІИЕПЩСщЛюЕиЪЕЯжИпаЇТЪЕФОЕУцЩњВњЁЃ | 

 ЗЂБэгк 2022-9-9 10:03:13
ЗЂБэгк 2022-9-9 10:03:13