|
01ά以“ΚΒΡ Ι”ΟΦΦ«… ’ΐ»Ζ Ι”Οά以“ΚΕ‘”ΎΜώΒΟΝΦΚΟΒΡΉξœς–‘ΡήΕχ―‘÷ΝΙΊ÷Ί“ΣΘ§ΥϋΜα÷±Ϋ””ΑœλΒΫΦ”ΙΛ÷–ΒΡ≈≈–ΦΓΔΒΕΨΏ ΌΟϋΦΑΦ”ΙΛΩΉΒΡ÷ ΝΩΓΘ / k. D" P; I2 f; e
Θ®1Θ©ά以“ΚΒΡ Ι”ΟΖΫ Ϋ 1Θ©ΡΎάδ…ηΦΤ ΡΎάδ…ηΦΤ Φ÷’ «±ήΟβΕ¬–ΦΒΡ Ή―ΓΘ§ΧΊ±π «‘ΎΦ”ΙΛ≥Λ«––Φ≤ΡΝœ“‘ΦΑΉξœςΫœ…νΒΡΩΉ (¥σ”Ύ3±ΕΩΉΨΕ) ±ΓΘΕ‘”ΎΥ°ΤΫΉξΆΖΘ§Β±ά以“Κ¥”ΉξΆΖ÷–Νς≥ω ±Θ§‘Ύ÷Ν…Ό30cmΒΡ≥ΛΕ»…œΕΦ≤Μ”Π”–«–œς“Κœ¬≥εœ÷œσΓΘ 8 i0 H- \% l% {4 t/ V: Y+ G
2Θ©Άβάδ…ηΦΤ Ι”ΟΆβά以“ΚΩ…‘Ύ«––Φ–Έ≥…ΝΦΚΟ“‘ΦΑΩΉ…νΫœ«≥ ± Ι”ΟΓΘΈΣΝΥΗΡ…Τ≈≈–ΦΘ§÷Ν…Ό”Π”–“ΜΗωά以“Κ≈γΉλ (»γΙϊ «Ζ«–ΐΉΣ”Π”ΟΘ§‘ρΈΣΝΫΗω≈γΉλ) ΩΩΫϋΒΕΨΏ÷αœΏΈΜ÷ΟΓΘ # G- w) v4 x. a" m* [% q
3Θ©Η… ΫΉξœςΦΦ«…Θ§≤Μ Ι”Οά以“Κ Ά®≥Θ≤ΜΫ®“ιΫχ––Η… ΫΉξœςΓΘ aΘ©Ω…”Ο”ΎΕΧ«––Φ≤ΡΝœ«“ΩΉ…νΩ…¥ο÷±ΨΕ3±ΕΒΡ”Π”Ο≥ΓΚœ bΘ© Κœ”ΎΈ‘ ΫΜζ¥≤ cΘ©Ϋ®“ιΫΒΒΆ«–œςΥΌΕ» dΘ©ΒΕΨΏ ΌΟϋΜαΫΒΒΆ Ϋ®“ι«–ΈπΫΪΗ… ΫΉξœς”Ο”ΎΘΚ aΘ©≤Μ–βΗ÷≤ΡΝœ (ISO MΚΆS) bΘ©Ω…ΜΜΆΖΉξΆΖ
$ l3 r: V1 s, ]) A/ n, C
4Θ©ΗΏ―Ιά以(HPC) (~70 bar) Ι”ΟΗΏ―Ιά以“ΚΒΡ“φ¥Π «ΘΚ aΘ©”…”Ύά以–ßΙϊ‘ω«ΩΘ§ΒΕΨΏ ΌΟϋΫœ≥Λ bΘ©ΗΡ…Τ≤Μ–βΗ÷Β»≥Λ«––Φ≤ΡΝœΦ”ΙΛ÷–ΒΡ≈≈–Φ–ßΙϊΘ§≤Δ«“Ω…Ρή―”≥ΛΒΕΨΏ ΌΟϋ cΘ©≈≈–Φ–‘ΡήΗϋΚΟΘ§“ρ¥ΥΑ≤»Ϊ–‘ΗϋΗΏ dΘ©ΗυΨίΗχΕ®ΒΡ―ΙΝΠΚΆΩΉ≥Ώ¥γΧαΙ©ΉψΙΜΒΡΝςΝΩΘ§“‘±Θ≥÷ά以“ΚΙ©”Π 1 I: ^8 n( }# G% i1 U7 O: a5 V1 W
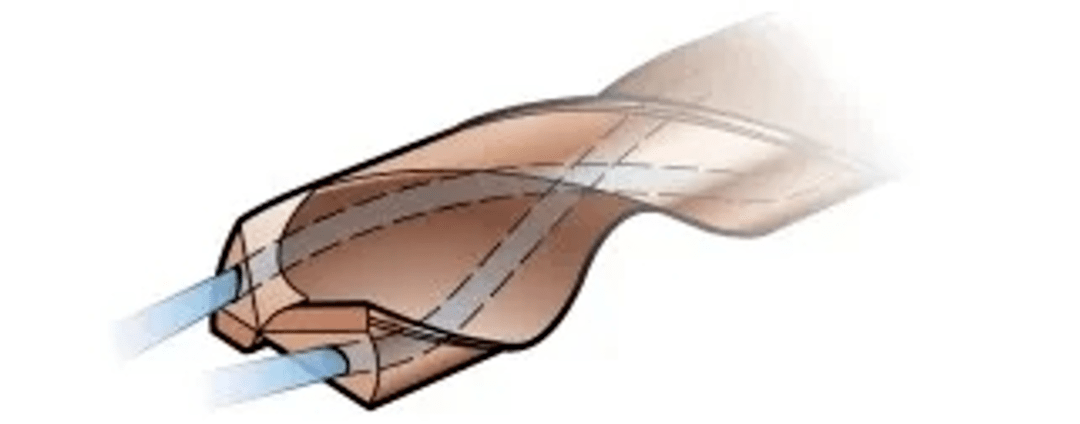
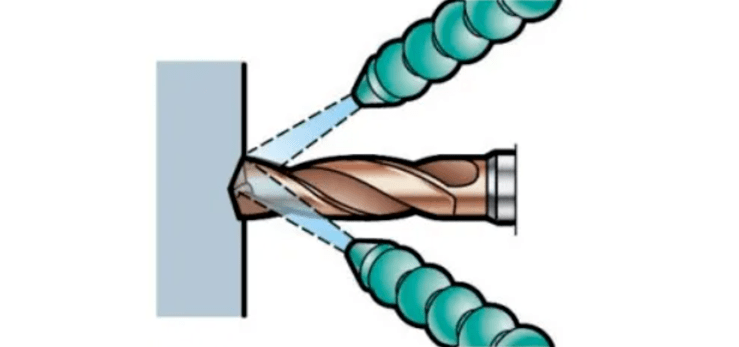
Θ®2Θ©ά以“ΚΒΡ Ι”ΟΦΦ«… «κΈώ±Ί Ι”ΟΚ§”–EP (ΦΪ―Ι) ΧμΦ”ΦΝΒΡΩ…»ή–‘«–œς”Ά (»ιΜ·“Κ)ΓΘΈΣΝΥ»Ζ±ΘΉνΦ―ΒΕΨΏ ΌΟϋΘ§”ΆΥ°ΜλΚœΈο÷–ΒΡΚ§”ΆΝΩ”ΠΫι”Ύ5-12%÷°Φδ (Φ”ΙΛ≤Μ–βΗ÷ΚΆΗΏΈ¬ΚœΫπ≤ΡΝœ ±”ΠΫι”Ύ10-15%÷°Φδ)ΓΘΧαΗΏ«–œς“ΚΒΡΚ§”ΆΝΩ ±Θ§Έώ±Ί”ΟΖ÷”ΆΤςΫχ––Φλ≤ιΘ§“‘»Ζ±Θ≤ΜΜα≥§ΙΐΆΤΦωΒΡΚ§”ΆΝΩΓΘ ‘ΎΧθΦΰ‘ –μΒΡ«ιΩωœ¬Θ§”κΆβά以“Κœύ±»Θ§ Φ÷’ Ή―Γ Ι”ΟΡΎά以“ΚΓΘ ΨΜ”ΆΡήΙΜΗΡ…Τ»σΜ§–ßΙϊΘ§‘ΎΉξœς≤Μ–βΗ÷”Π”Ο ±¥χά¥“φ¥ΠΓΘ«κΈώ±Ί”κEPΧμΦ”ΦΝ“ΜΤπ Ι”ΟΓΘ’ϊΧε”≤÷ ΚœΫπΉξΆΖΚΆΩ…ΉΣΈΜΒΕΤ§ΉξΆΖΕΦΡή Ι”ΟΨΜ”Ά≤ΔΡή»ΓΒΟ≤Μ¥μΒΡ–ßΙϊΓΘ ―ΙΥθΩ’ΤχΓΔΈμΉ¥«–œς“ΚΜρMQL (ΈΔΝΩ»σΜ§) Ω…Ρή≥…ΈΣΈ»Ε®ΙΛΩωœ¬ΒΡ≥…ΙΠ÷°―ΓΘ§ΧΊ±π «‘ΎΦ”ΙΛΡ≥–©÷ΐΧζΚΆ¬ΝΚœΫπ ±ΓΘ”…”ΎΈ¬Ε»…ΐΗΏΫχΕχΩ…ΡήΕ‘ΒΕΨΏ ΌΟϋ≤ζ…ζΗΚΟφ”ΑœλΘ§Ϋ®“ιΫΒΒΆ«–œςΥΌΕ»ΓΘ
8 t. b* S: K* W4 Q* }2 u! {
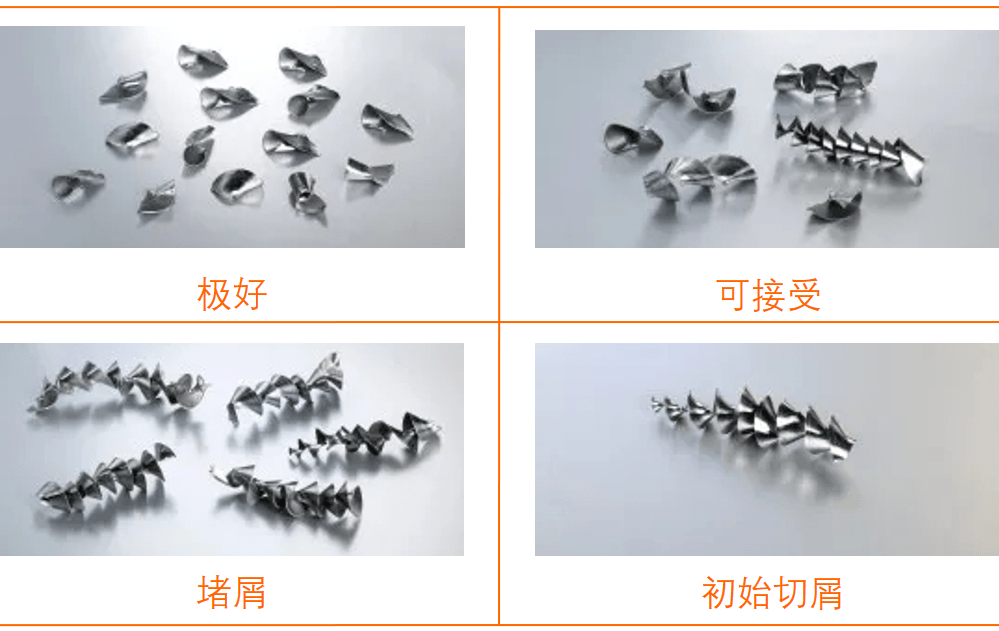
02«––ΦΩΊ÷ΤΦΦ«… «––Φ≥…–ΈΚΆ≈≈–Φ «Ήξœς÷–ΒΡΙΊΦϋΈ ΧβΘ§»ΓΨω”ΎΙΛΦΰ≤ΡΝœΓΔΉξΆΖ/ΒΕΤ§≤έ–ΆΒΡ―Γ‘ώΓΔά以“Κ―ΙΝΠ/»ίΝΩΓΔ«–œς≤Έ ΐΓΘ Ε¬–ΦΜαΒΦ÷¬ΉξΆΖΨΕœρ“ΤΕ·Θ§¥”Εχ”ΑœλΩΉ÷ ΝΩΓΔΉξΆΖ ΌΟϋΚΆΩ…ΩΩ–‘Θ§ΜρΒΦ÷¬ΉξΆΖ/ΒΕΤ§±άΕœΓΘ ≈≈–ΦΝΦΚΟΘ®ΉσΘ©”κ ήΕ¬–Φ”ΑœλΒΡΩΉΘ®”“Θ© ±ήΟβΕ¬–ΦΒΡΦΦ«…ΘΚ 1Θ©»Ζ±Θ Ι”Ο’ΐ»ΖΒΡ«–œς≤Έ ΐΚΆΉξΆΖ/ΒΕΦβ≤έ–Έ 2Θ©Φλ≤ι«––Φ–ΈΉ¥ - Βς’ϊΫχΗχΝΩΚΆΥΌΕ» 3Θ©Φλ≤ι«–œς“ΚΝςΝΩΚΆ―ΙΝΠ 4Θ©Φλ≤ι«–œς»–ΓΘ’ϊΗωΕœ–Φ≤έΈ¥ΤπΉς”Ο ±Θ§«–œς»–ΥπΜΒ/±ά»–Ω…ΡήΒΦ÷¬≥Λ«––Φ 5Θ©Φλ≤ι«–œςΦ”ΙΛ–‘ «Ζώ”…”Ύ–¬ΒΡΙΛΦΰ≈ζ¥ΈΕχΗΡ±δ - Βς’ϊ«–œς≤Έ ΐ 6 f5 @; a P% Q$ j
Θ®1Θ©Ω…ΉΣΈΜΒΕΤ§ΉξΆΖΒΡ«––Φ ' G$ x0 [8 r2 U0 l! k
Θ®2Θ©’ϊΧε”≤÷ ΚœΫπΉξΆΖΒΡ«––Φ Ω…¥”«–œς»–ΒΡ÷––ΡΒΫ÷ή±Ώ–Έ≥…“ΜΧθ«––ΦΓΘ÷ΒΒΟΉΔ“βΒΡ «Θ§“ΜΩΣ ΦΉξ»κΙΛΦΰ ±≤ζ…ζΒΡ≥θ Φ«––ΦΉή «Κή≥ΛΘ§ΒΪ «’β≤ΜΜα‘λ≥…»ΈΚΈΈ ΧβΓΘ
$ Z+ o: a2 F/ D% X2 E
Θ®3Θ©Ω…ΜΜΆΖΉξΆΖΒΡ«––Φ # \4 D9 Z/ c- d6 @1 w
03ΫχΗχΚΆ«–œςΥΌΕ»ΒΡΩΊ÷Τ
$ ?5 ? k" A6 ?9 c C b5 O: J% b
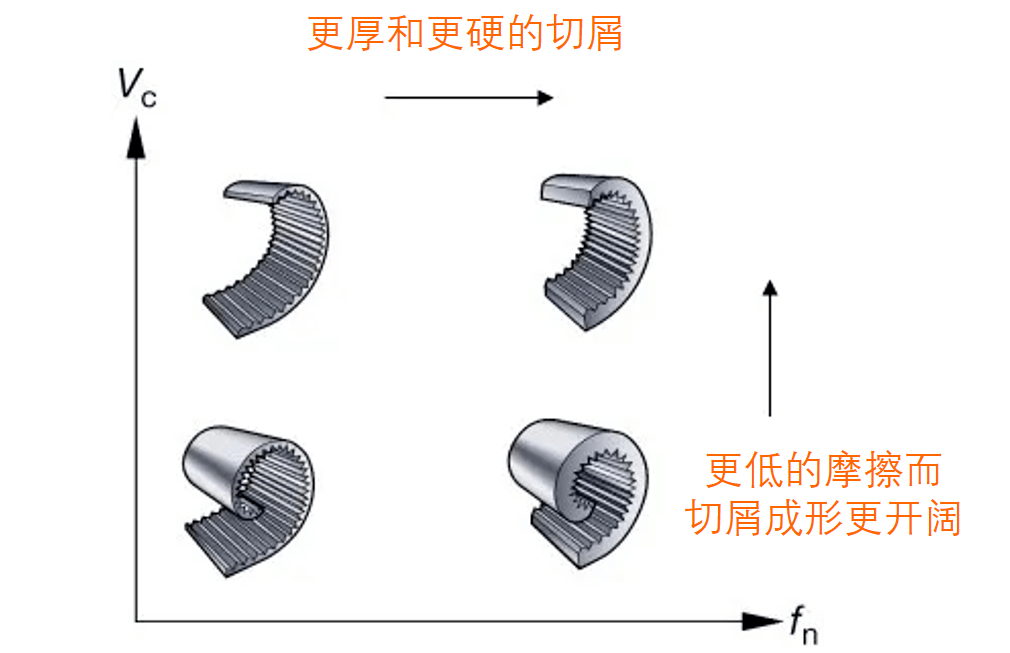
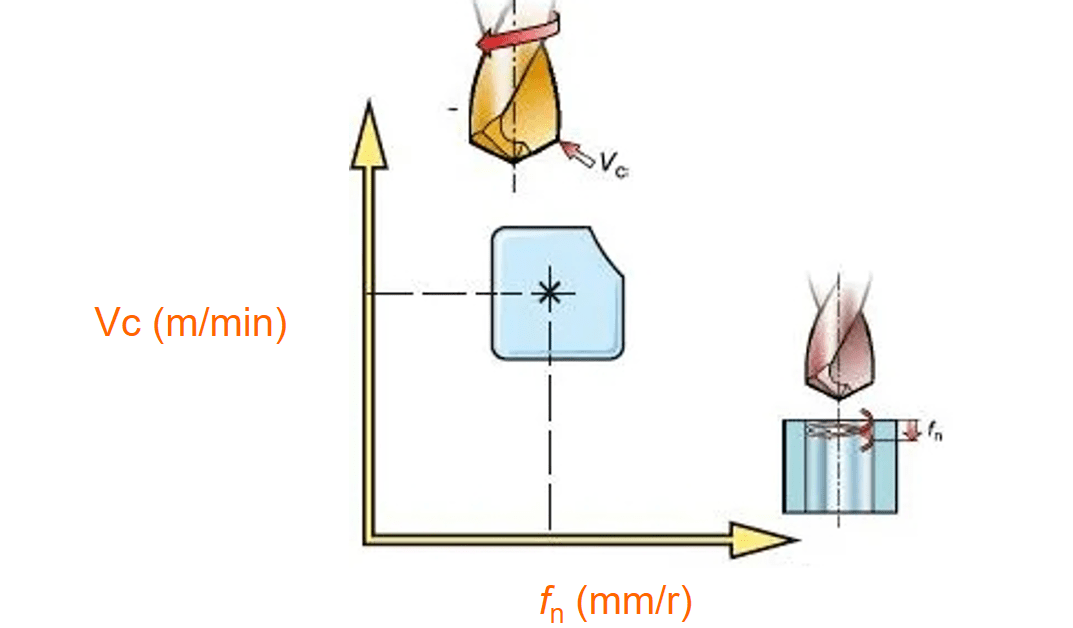
Θ®1Θ©«–œςΥΌΕ»Vc (m/min) ΒΡ”Α œλ ≥ΐΝΥ≤ΡΝœ”≤Ε»“‘ΆβΘ§«–œςΥΌΕ»“≤ «”ΑœλΒΕΨΏ ΌΟϋΚΆΙΠ¬ œϊΚΡΒΡ÷ς“Σ“ρΥΊΓΘ 1Θ©«–œςΥΌΕ» «ΨωΕ®ΒΕΨΏ ΌΟϋΒΡΉν÷Ί“Σ“ρΥΊ 2Θ©«–œςΥΌΕ»Μα”ΑœλΙΠ¬ Pc (kW) ΚΆ≈ΛΨΊMc (Nm) 3Θ©ΫœΗΏΒΡ«–œςΥΌΕ»ΫΪ≤ζ…ζΫœΗΏΒΡΈ¬Ε»≤Δ‘ωΦ”ΚσΒΕΟφΡΞΥπΘ§ΧΊ±π «‘Ύ÷ή±ΏΒΕΦβ¥Π 4Θ©Φ”ΙΛΡ≥–©Ϋœ»μΒΡ≥Λ«––Φ≤ΡΝœ (Φ¥ΒΆΧΦΗ÷) ±Θ§ΫœΗΏΒΡ«–œςΥΌΕ»”–άϊ”Ύ«––Φ–Έ≥… ! j# Y0 I+ a& ?1 ?; K4 S7 z
«–œςΥΌΕ»ΙΐΗΏΘΚ aΘ©ΚσΒΕΟφΡΞΥπΙΐΩλ bΘ©Υή–‘±δ–Έ cΘ©ΩΉ÷ ΝΩ≤νΚΆΩΉΨΕ≥§≤ν «–œςΥΌΕ»ΙΐΒΆΘΚ aΘ©≤ζ…ζΜΐ–ΦΝω bΘ©≈≈–Φ≤ν cΘ©Ηϋ≥ΛΒΡ«–œς ±Φδ
1 d0 G; l4 D2 O, `
Θ®2Θ©ΫχΗχf n (mm/r ) ΒΡ”Αœλ 1Θ©”Αœλ«––Φ–Έ≥…ΓΔ±μΟφ÷ ΝΩΚΆΩΉ÷ ΝΩ2Θ©”ΑœλΙΠ¬ Pc (kW) ΚΆ≈ΛΨΊMc (Nm)3Θ©ΗΏΫχΗχΜα”ΑœλΫχΗχΝΠFf (N)Θ§‘ΎΙΛΩω≤ΜΈ»Ε® ±”ΠΩΦ¬«ΗΟ“ρΥΊ4Θ©”ΑœλΜζ–Β”ΠΝΠΚΆ»»”ΠΝΠ ΗΏΫχΗχ¬ ΘΚaΘ©Εœ–ΦΫœ”≤bΘ©«–œς ±ΦδΫœΕΧcΘ©ΒΕΨΏΡΞΥπΫœ–ΓΒΪΉξΆΖ»–±άΝ―Ζγœ’‘ωΦ”dΘ©ΩΉ÷ ΝΩΫΒΒΆ ΒΆΫχΗχ¬ ΘΚaΘ©«––ΦΫœ≥ΛΫœ±ΓbΘ©÷ ΝΩΧαΗΏcΘ©ΒΕΨΏΡΞΥπΦ”ΩλdΘ©Ηϋ≥ΛΒΡ«–œς ±ΦδeΘ©Ήξœς±ΓΓΔ Η’–‘≤νΒΡΝψΦΰ ±Θ§”Π±Θ≥÷ΒΆΫχΗχ¬
% B9 {/ ^ e+ [; O$ ^
$ w9 u Y. [" p1 N
04ΜώΒΟΗΏ÷ ΝΩΩΉΒΡΦΦ«… Θ®1Θ©≈≈–Φ»Ζ±Θ≈≈–Φ–‘ΡήΖϊΚœ“Σ«σΓΘ«––ΦΕ¬»ϊ”ΑœλΩΉ÷ ΝΩΓΔΩ…ΩΩ–‘ΦΑΒΕΨΏ ΌΟϋΓΘΉξΆΖ/ΒΕΤ§≤έ–ΆΚΆ«–œς≤Έ ΐ÷ΝΙΊ÷Ί“ΣΓΘ Θ®2Θ©Έ»Ε®–‘ΓΔΒΕΨΏΉΑΦ– Ι”ΟΨΓΩ…ΡήΕΧΒΡΉξΆΖΓΘ Ι”ΟΧχΕ·ΝΩΉν–ΓΒΡΨΪ÷ΤΗ’–‘ΒΕ±ζΓΘ»Ζ±ΘΜζ¥≤÷ς÷αΉ¥ΩωΝΦΚΟ≤Δ«“ΨΪ»ΖΕ‘ΉΦΓΘ»Ζ±ΘΝψΦΰΙΧΕ®«“Έ»Ε®ΓΘΈΣ≤ΜΙφ‘ρ±μΟφΓΔ–±ΟφΚΆΫΜ≤φΩΉ”Π”Ο’ΐ»ΖΒΡΫχΗχ¬ ΓΘ Θ®3Θ©ΒΕΨΏ ΌΟϋΦλ≤ιΒΕΤ§ΒΡΡΞΥπ«ιΩωΘ§‘Λ…ηΒΕΨΏ ΌΟϋΙήάμ≥Χ–ρΓΘΉν”––ßΒΡΖΫΖ® « Ι”ΟΫχΗχΝΠΦύ ”ΤςΦύ ”ΉξœςΓΘ Θ®4Θ©Έ§ΜΛΕ®ΤΎΗϋΜΜΒΕΤ§―ΙΫτ¬ίΕΛΓΘœ»«εΫύΒΕΉυΘ§‘ΌΗϋΜΜΒΕΤ§Θ§»Ζ±Θ Ι”Ο≈ΛΨΊΑβ ÷ΓΘ‘Ύ÷ΊΡΞ’ϊΧε”≤÷ ΚœΫπΉξΆΖ÷°«ΑΘ§≤Μ“Σ≥§ΙΐΉν¥σΡΞΥπΝΩΓΘ e' G& c7 v% Y2 v q$ w
05≤ΜΆ§≤ΡΝœΒΡΉξœςΦΦ«… Θ®1Θ©ΒΆΧΦΗ÷ΉξœςΦΦ«… Ε‘”ΎΨ≠≥Θ”Ο”ΎΚΗΫ”ΝψΦΰΒΡΒΆΧΦΗ÷Εχ―‘Θ§«––Φ–Έ≥…Ω…Ρή «“ΜΗωΡ―ΧβΓΘΗ÷ΒΡ”≤Ε»ΓΔΧΦΚ§ΝΩΚΆΝρΚ§ΝΩ‘ΫΒΆΘ§≤ζ…ζΒΡ«––ΦΨΆ‘Ϋ≥ΛΓΘ 1Θ©»γΙϊ≥ωœ÷ΒΡΈ Χβ”κ«––Φ≥…–Έ”–ΙΊΘ§‘ρΧαΗΏ«–œςΥΌΕ»vc≤ΔΫΒΒΆΫχΗχfn («κΉΔ“βΘ§Φ”ΙΛΤ’Ά®Η÷ ±Θ§”Π‘ωΦ”ΫχΗχ)ΓΘ 2Θ© Ι”ΟΗΏ―ΙΚΆΡΎά以“ΚΙ©”ΠΓΘ Θ®2Θ©Α¬ œΧεΚΆΥΪœύ≤Μ–βΗ÷ΉξœςΦΦ«… Α¬ œΧεΓΔΥΪœύΚΆ≥§ΦΕΥΪœύ≤ΡΝœΩ…ΡήΒΦ÷¬”κ«––Φ≥…–ΈΚΆ≈≈–Φ”–ΙΊΒΡΈ ΧβΓΘ 1Θ©’ΐ»ΖΒΡ≤έ–Ά÷ΝΙΊ÷Ί“ΣΘ§“ρΤδΡήΙΜ Ι«––Φ’ΐ»Ζ–Έ≥…≤ΔΑο÷ζΤδ≈≈≥ωΓΘ“ΜΑψΕχ―‘Θ§ΉνΚΟ Ι”ΟΖφάϊΒΡ«–œς»–ΓΘ»γΙϊ≥ωœ÷ΒΡΈ Χβ”κ«––Φ≥…–Έ”–ΙΊΘ§‘ρ‘ωΦ”ΫχΗχfnΫΪ Ι«––ΦΗϋ“ΉΕœΝ―ΓΘ 2Θ©ΡΎάδ…ηΦΤΓΔΗΏ―ΙΓΘ Θ®3Θ©CGI (»δΡΪ÷ΐΧζ) ΉξœςΦΦ«… CGIΆ®≥Θ≤Μ–η“ΣΧΊ±πΉΔ“βΓΘΥϋΜα≤ζ…ζ±»Μ“ΩΎ÷ΐΧζΗϋ¥σΒΡ«––ΦΘ§ΒΪ«––Φ»ί“ΉΕœΝ―ΓΘ«–œςΝΠΗϋΗΏΘ§“ρ¥ΥΜα”ΑœλΒΕΨΏ ΌΟϋΓΘ–η“Σ Ι”Ο≥§ΦΕΡΆΡΞΒΡ≤Ρ÷ ΓΘΜα≥ωœ÷”κΥυ”–÷ΐΧζΆ§―υΒδ–ΆΒΡΒΕΦβΡΞΥπΓΘ
; o. D) v' I C4 Y( P0 a3 w$ a1 x- N
1Θ©»γΙϊ≥ωœ÷ΒΡΈ Χβ”κ«––Φ≥…–Έ”–ΙΊΘ§‘ρΧαΗΏ«–œςΥΌΕ»Vc≤ΔΫΒΒΆΫχΗχfnΓΘ 2Θ©ΡΎάδ…ηΦΤΓΘ Θ®4Θ©¬ΝΚœΫπΉξœςΦΦ«… ΟΪ¥Χ–Έ≥…ΚΆ≈≈–ΦΩ…Ρή≥…ΈΣΈ ΧβΓΘ“≤Ω…Ρή“ρ’≥Ή≈ΕχΒΦ÷¬ΕΧΒΕΨΏ ΌΟϋΓΘ 1)ΈΣΝΥ»Ζ±ΘΉνΦ―«––Φ–Έ≥…Θ§ Ι”ΟΒΆΫχΗχΚΆΗΏ«–œςΥΌΕ»ΓΘ 2Θ©ΈΣΝΥ±ήΟβΕΧΒΕΨΏ ΌΟϋΘ§Ω…Ρή–η“Σ≤β ‘≤ΜΆ§ΒΡΆΩ≤ψΘ§¥”ΕχΉν¥σœόΕ»ΒΊΦθ…Ό’≥Ή≈ΓΘ’β–©ΆΩ≤ψΩ…ΡήΑϋά®ΫπΗ’ ·ΆΩ≤ψΘ§”÷ΜρΆξ»Ϊ≤Μ Ι”Ο»ΈΚΈΆΩ≤ψ (»ΓΨω”ΎΜυΧε)ΓΘ 3Θ© Ι”ΟΗΏ―Ι»ιΜ·“ΚΜρΈμΉ¥ά以“ΚΓΘ / G" j% X" C( w: X5 {, m
Θ®5Θ©ν―ΚœΫπΚΆΗΏΈ¬ΚœΫπΉξœςΦΦ«… ΩΉ±μΟφΦ”ΙΛ”≤Μ·Ε‘Κσ–χΙΛ–ρ≤ζ…ζ”ΑœλΓΘΡ―“‘ΜώΒΟΝΦΚΟΒΡ≈≈–Φ–‘ΡήΓΘ 1Θ©―Γ‘ώ”Ο”ΎΦ”ΙΛν―ΚœΫπΒΡ≤έ–Ά ±Θ§ΉνΚΟΨΏ”–ΖφάϊΒΡ«–œς»–ΓΘΦ”ΙΛΡχΜυΚœΫπ ±Θ§ΦαΙΧΒΡ≤έ–Ά÷ΝΙΊ÷Ί“ΣΓΘ»γΙϊ≥ωœ÷Φ”ΙΛ”≤Μ·Έ ΧβΘ§‘ρ≥Δ ‘ΧαΗΏΫχΗχ¬ ΓΘ 2Θ©ΗΏ¥ο70ΑΆΒΡΗΏ―Ιά以“ΚΗΡΫχ–‘Ρή±μœ÷ΓΘ Θ®5Θ©¥ψ”≤Η÷ΉξœςΦΦ«… ΜώΒΟΩ…Ϋ” ήΒΡΒΕΨΏ ΌΟϋΓΘ 1Θ©ΫΒΒΆ«–œςΥΌΕ»“‘Φθ…Ό»»ΝΩΓΘΒς’ϊΫχΗχ¬ “‘ΜώΒΟΩ…Ϋ” ή«““Ή”Ύ≈≈≥ωΒΡ«––ΦΓΘ 2Θ©ΗΏ≈®Ε»ΜλΚœ»ιΜ·“ΚΓΘ | 

 ΖΔ±μ”Ύ 2022-9-7 10:40:18
ΖΔ±μ”Ύ 2022-9-7 10:40:18