|
刀的分类、几何角度、铣削方式、选用原则以及铣削过程中常见问题的解决方法等方面了解一下。 铣刀是用于铣削加工、具有一个或多个刀齿的旋转刀具。工作时各刀齿依次间歇地切去工件的余量。铣刀主要用于铣削上平面、台阶、沟槽、成形表面加工和切断工件等工艺。铣刀产品的几种常见形式如图4-1所示。 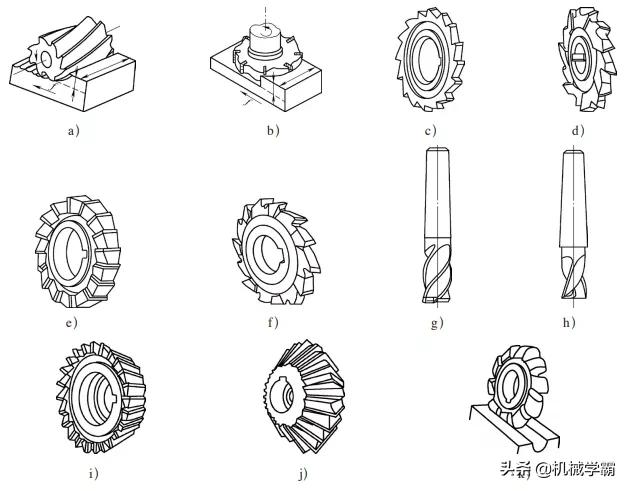 2 r' a# z- [( s% V 2 r' a# z- [( s% V
5 a5 B0 [1 b, u+ q" L q9 d k
图4-1 铣刀类型 a)圆柱平面铣刀 b)面铣刀 c)槽铣刀 d)两面刃铣刀 e)三面刃铣刀 f)错齿三面刃铣刀 g)立铣刀h)键槽铣刀 i)单角度铣刀 j)双角度铣刀 k)成形铣刀 & K* v$ l- O/ c- z( V, m0 B
一、铣刀的分类
) O5 a, r# k- `: [/ P+ R" t8 k
(一)按功能分类
4 E! h1 E5 F/ y. m) b4 U1 j
1.圆柱形铣刀 用于卧式铣床上加工平面,刀齿分布在铣刀的圆周上。按齿形分为直齿和螺旋齿两种。按齿数分为疏齿和密齿两种。螺旋齿与疏齿铣刀的齿数少,刀齿强度高,容屑空间大,适用于粗加工;而密齿铣刀适用于精加工。
8 X. W; F. p) e: x7 r
2.面铣刀 用于立式铣床、卧式铣床或龙门铣床上加工平面。端面和圆周上均有刀齿。面铣刀也有粗齿和细齿之分,其结构有整体式、镶齿式和可转位式三种。 / b3 _( h# x, B: o8 r- _ F
3.立铣刀 用于加工沟槽和台阶面,刀齿在圆周和端面上,一般工作时不能沿轴向进给。当立铣刀上有通过中心端齿时,可轴向进给。
* w ^! f' t4 Z. F
4.三面刃铣刀 用于加工各种沟槽和台阶面,其两侧面和圆周上均有刀齿。 & e: G0 T& H1 J6 k! t7 j' a
5.角度铣刀 用于铣削成一定角度的沟槽,有单角铣刀和双角铣刀两种。 ) w: v l1 n i) r5 L' A- z
6.锯片铣刀 用于加工深槽和切断工件,其圆周上有较多的刀齿。为了减少铣削时的摩擦,刀齿两侧有15′~1°的副偏角。
; W% s( g$ V$ z. E0 e
7.模具铣刀 模具铣刀用于加工模具型腔或凸模成形表面。模具铣刀是由立铣刀演变而成的,按工作部分外形可分为圆锥形平头、圆柱形球头、圆锥形球头三种。硬质合金模具铣刀用途非常广泛,除可铣削各种模具型腔外,还可代替手用锉刀和砂轮磨头清理铸、锻、焊工件的飞边,以及对某些成形表面进行光整加工等。该铣刀可装在风动或电动工具上使用,生产率和寿命比砂轮和锉刀提高数十倍。
' q# _% V% p5 e. h8 d8 n; X
8.齿轮铣刀 按仿形法或无瞬心包络法工作的切齿刀具,根据形状的不同分为盘形齿轮铣刀和指形齿轮铣刀两钟。 & n j! C2 N" c+ E- D' z) Z- j
9.螺纹铣刀 通过三轴或三轴以上联动加工中心实现铣削螺纹的刀具。此外,还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。 7 V i( x0 z( y4 F: v8 J
(二)按产品结构分类 7 [' ^; ?% _! s% f
1.整体式 刀体和刀齿制成一体。 / S& @, I B! i2 v
2.整体焊齿式 刀齿用硬质合金或其他耐磨刀具材料制成,并钎焊在刀体上。
! W5 E/ d0 ^; r4 w. ]& C. n
3.镶齿式 刀齿用机械夹固的方法紧固在刀体上。这种可换的刀齿可以是整体刀具材料的刀头,也可以是焊接刀具材料的刀头。刀头装在刀体上刃磨的铣刀称为体内刃磨式铣刀;刀头在夹具上单独刃磨的称为体外刃磨式铣刀。
$ e7 n8 E4 u- C7 {
二、铣刀的几何角度 , h& Y; {; w# c8 A, J7 R6 q
铣刀的种类、形状虽多,但都可以归纳为圆柱铣刀和面铣刀两种基本形式,每个刀齿可以看作是一把简单的车刀,所不同的是铣刀回转、刀齿较多。因此只通过对一个刀齿的分析,就可以了解整个铣刀的几何角度。以面铣刀为例来分析铣刀的几何角度。面铣刀的标注角度如图4-2所示。面铣刀的一个刀齿,相当于一把小车刀,其几何角度基本与外圆车刀相类似,所不同的是铣刀每齿基面只有一个,即以刀尖和铣刀轴线共同确定的平面为基面。因此面铣刀每个刀齿都有前角、后角、主偏角和刃倾角四个基本角度。
# C y; u; F0 j# A5 Z* m
(1)前角γο:前面与基面之间的夹角,在正交平面中测量。 : R6 x6 S# F2 E. v4 E2 J
(2)后角αo:后面与切削平面之间的夹角,在正交平面中测量。
?, A% e: G7 Z# B
(3)主偏角κr:主切削平面与假定工作平面间的夹角,在基面中测量。
3 |. U5 c4 s ^/ J, I
(4)刃倾角λs:主切削刃与基面之间的夹角。 ) {) w( _; Q2 ~: s1 ]1 q+ h2 w
面铣刀在主剖面系中的有关角度如见图4-2所示,在设计、制造、刃磨时,还需要进给、背吃刀量剖面系中的有关角度,还有径向前角γf和轴向前角γp。 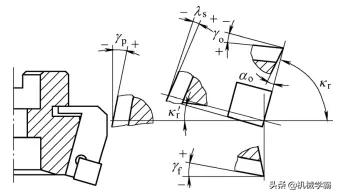 2 N5 w/ ~; n4 g 2 N5 w/ ~; n4 g
9 T& E8 G6 j2 {# d" G/ t p$ j1 n! o! K8 ]
图4-2 面铣刀的几何角度
( w; m: p. r9 s$ e) f
三、铣削方式
* f5 e4 F! f! J6 g
(一)端铣的铣削方式
" y( X8 Q$ }* N/ M8 g* t
用面铣刀加工平面时,依据铣刀与工件加工面相对位置(或称吃刀关系)的不同可分为三种铣削方式:对称铣、不对称逆铣和不对称顺铣,如图4-3所示。 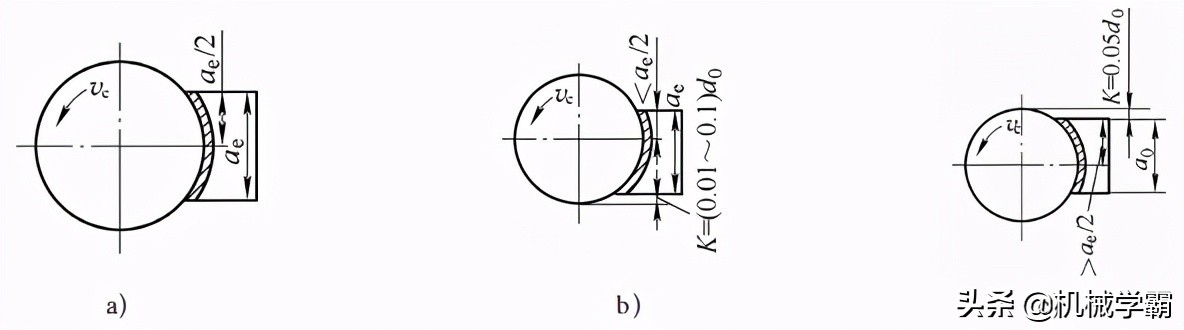 # Q& A# f. X' J) G" k. n0 Q5 k8 A5 s # Q& A# f. X' J) G" k. n0 Q5 k8 A5 s
* l2 q! j; }6 y1 @) ~图4-3 端铣的三种铣削方式 a)对称铣 b)不对称逆铣 c)不对称顺铣
# _* C& J( a$ C- D
1.对称铣 铣刀轴线位于铣削弧长的对称中心位置,即切入、切出时切削厚度相同时为对称铣。这种铣削方式具有较大的平均切削厚度,在用较小的每齿进给量铣削淬硬钢时,为使刀齿超越冷硬层切入工件,应采用对称铣削。
1 p" ^* K; F8 ~4 y& j6 Z( V
2.不对称逆铣 切入时切削厚度小于切出时切削厚度为不对称逆铣。铣削碳钢和一般合金钢时,采用这种铣削方式,可减小切入时的冲击,使硬质合金面铣刀的使用寿命提高一倍以上。 ( p) w5 k) f0 |* s: V* m6 S# X4 H
3.不对称顺铣 切入时切削厚度大于切出时切削厚度为不对称顺铣。实践证明,不对称顺铣用于加工不锈钢和耐热合金时,可减少硬质合金的剥落磨损,可提高切削速度40%~60%。
4 S' ?7 h: `$ h: V6 _0 R, Z, r
(二)圆周铣的铣削方式 0 V; f3 b# G' ?7 S
根据铣削时切削层参数变化规律的不同,圆周铣削有逆铣和顺铣两种形式。逆铣铣削时(见图4-4),铣刀切入工件时的切削速度方向与工件的进给方向相反,这种铣削方式称为逆铣。逆铣时,刀齿的切削厚度从零逐渐增大。刀齿在开始切入时,由于切削刃钝圆半径的影响,刀齿在工作表面上打滑、产生挤压和摩擦,使这段表面产生严重的冷硬层。至滑行到一定程度时(即切削厚度≥切削刃钝圆半径),刀齿才能切入工件。下一个刀齿切入时,又在冷硬层上挤压、滑行,使刀齿容易磨损,同时使工件表面粗糙度值增大。此外,逆铣加工时,当接触角大于一定数值时,垂直铣削分力向上,容易使工件的装夹松动而引起振动。 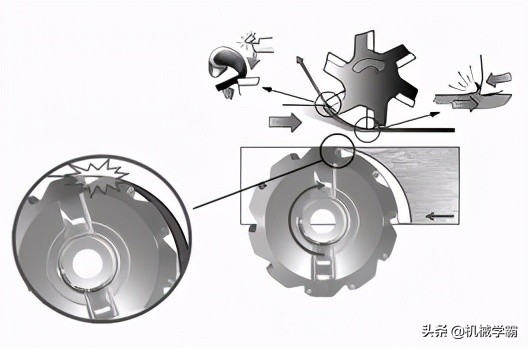
3 {+ i& K& y7 [5 W1 M! p: k9 E7 f$ x
图4-4 圆周铣的逆铣
& y& T, Y8 z6 b$ g" D
顺铣铣削时如图4-5所示,铣刀切入工件时的切削速度方向与工件的进给方向相同,这种铣削方式称为顺铣。顺铣时,刀齿的切削厚度切入时最大,而后逐渐减小,避免了逆铣切入时的挤压、滑擦和啃刮现象,而且刀齿的切削距离较短。铣刀磨损较小,寿命可比逆铣时高2~3倍,已加工表面质量也较好。特别是铣削硬化趋势强的难加工材料效果更明显。前面作用于切削层的垂直分力始终向下,因而整个铣刀作用于工件的垂直分力较大,将工件始终压紧在夹具上,避免了工件的振动,安全可靠。 
Y) M' O2 n9 T# A# Q& N6 `7 m5 s" z2 i; J9 c% U1 ~; M2 R: U
图4-5 圆周铣削的顺铣 # g& T B2 b1 Y7 _: q- _5 J
四、铣刀选择的通用原则 , w1 j# h/ c+ D" L2 K# f
1.铣刀的选择流程 一般考虑以下几个方面进行选择(见图4-6): 2 h& |! [" C: F1 @7 F* C4 X% W
(1)零件形状(考虑加工型面):加工型面一般可为平面、深型、腔槽和螺纹等,不同加工型面使用的刀具不同,例如圆角铣刀可铣削凸曲面,但不能铣削凹曲面。 ) H5 F* \+ L0 I9 L
(2)材料:考虑其切削加工性、切屑成形、硬度和含有的合金元素等方面。刀具生产厂家一般将材料分为钢、不锈钢、铸铁、有色金属、高温合金、钛合金和硬质材料。
+ \5 |# ` j4 Z n$ f. p
(3)加工条件:加工条件包括机床夹具工件系统稳定性刀柄装夹情况等。 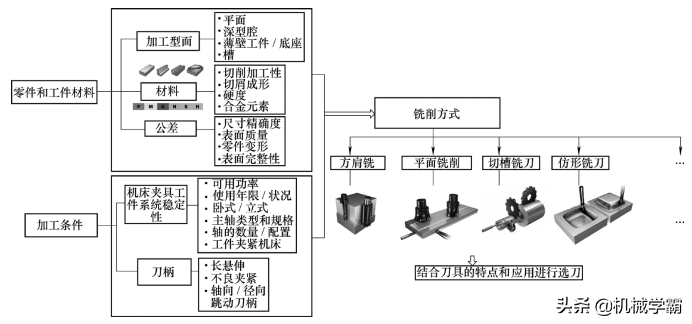
/ X- Q; w1 K6 o4 n
: o5 A- v! z( s( y0 [1 K+ N) D6 l图4-6 刀具选择流程图 . E- p9 @* G% m8 j" B. X) c
(4)机床-夹具-工件系统稳定性:这需要了解机床的可用功率、主轴类型和规格、机床已使用的年限等,并且要结合刀柄长悬伸量及其轴向/径向圆跳动情况。
" d2 X9 Z5 {9 N* X: }- Y
(5)加工类别及子类别:这包含方肩铣削、平面铣削、仿形铣削等需要结合刀具的特点应用进行选刀。 2 }% K- {$ R" G0 H& [6 x
2. 铣刀几何角度的选择
* R9 r2 G5 i: Z b. B4 d$ i
(1)前角的选择。铣刀的前角应根据刀具和工件的材料确定。铣削时常有冲击,故应保证切削刃有较高的强度。一般情况下铣刀前角小于车刀切削前角;高速钢比硬质合金刀具要大;另外,在铣削塑性材料时,由于切削变形较大,应取较大的前角;铣削脆性材料时,前角应小些;在加工强度大、硬度高的材料时,还可采用负前角。前角的具体数值如表4-1所示。
0 `9 e9 W- L) d
表4-1 铣刀前角的参考值 [ 单位:(°)] 
2 z9 O# F/ _1 @+ s* `' _
& M4 \' {# y, s9 l, r$ l7 s8 P(2)刃倾角的选择。立铣刀和圆柱铣刀的外圆螺旋角β就是刃倾角λ s。这使刀齿可以逐渐的切入和切出工件,提高铣削的平稳性。增大β,可以使实际前角增大,切削刃锋利,同时也使切屑易于排出。对于铣削宽度较窄的铣刀,增大螺旋角β的意义不大,故一般取β=0或较小的值。螺旋角β的具体数值如表4-2所示。 1 }2 q% `! Z$ l- [7 N$ _
表4-2 铣刀外圆螺旋角参考值 [单位:(°)] 
+ X& O# Z- d* q; _
* Y- a2 }& x; B# y1 U(3)主偏角与副偏角的选择。面铣刀主偏角的作用及其对铣削过程的影响,与车刀主偏角在车削中的作用和影响相同。常用的主偏角有45°、60°、75°、90°,工艺系统的刚性好,取小值;反之,取大值,主偏角选择如表4-3所示。副偏角一般为5°~10°。圆柱铣刀只有主切削刃,没有副切削刃,因此没有副偏角,主偏角为90°。 0 F) Y( u2 [( S) h, @9 G3 `
表4-3 主偏角的选择 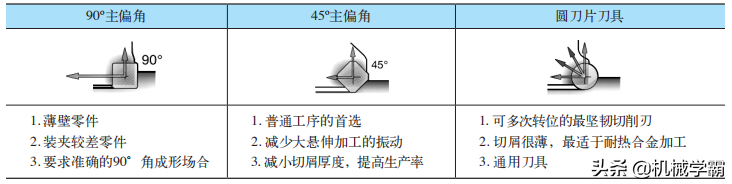 . a- V% l- r! z/ F* U1 s . a- V% l- r! z/ F* U1 s
# ~/ ^8 T- ~; G7 L4 r
3.刀片槽形的选择 铣刀刀片槽形的选择(见表4-4)对于断屑、已加工表面的表面性能、表面质量等有重要意义。 0 r$ Z2 e7 W1 O6 y& \% b' u. }/ ^
表4-4 刀片槽形的选择 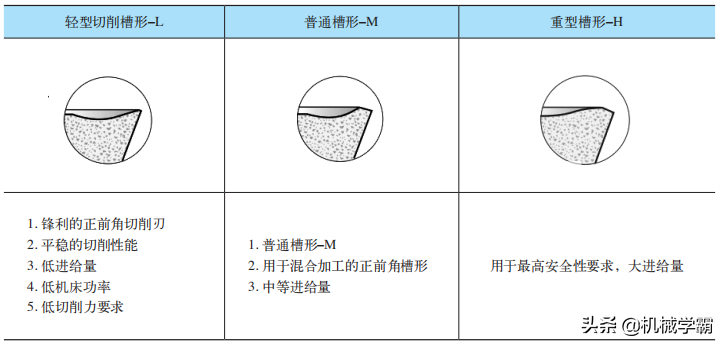 / H, Z7 x% v& ^- w, {$ ~ / H, Z7 x% v& ^- w, {$ ~
2 `( K% V4 E e6 v; E+ X4.齿数的选择 铣刀齿数的选择(见表4-5)主要考虑的是齿距的疏密程度,齿距的疏密对加工表面质量、排屑和刀齿耐冲击程度等有重要影响。
& o' T, z1 R6 a) w! A/ m, Y: P
表4-5 齿数的选择 
0 h0 l; e5 w8 m4 S
) P# f- J# @7 o3 i; o+ h4 }五、铣削过程中常见问题的解决方法 1 w/ K% H1 D( _5 h3 D
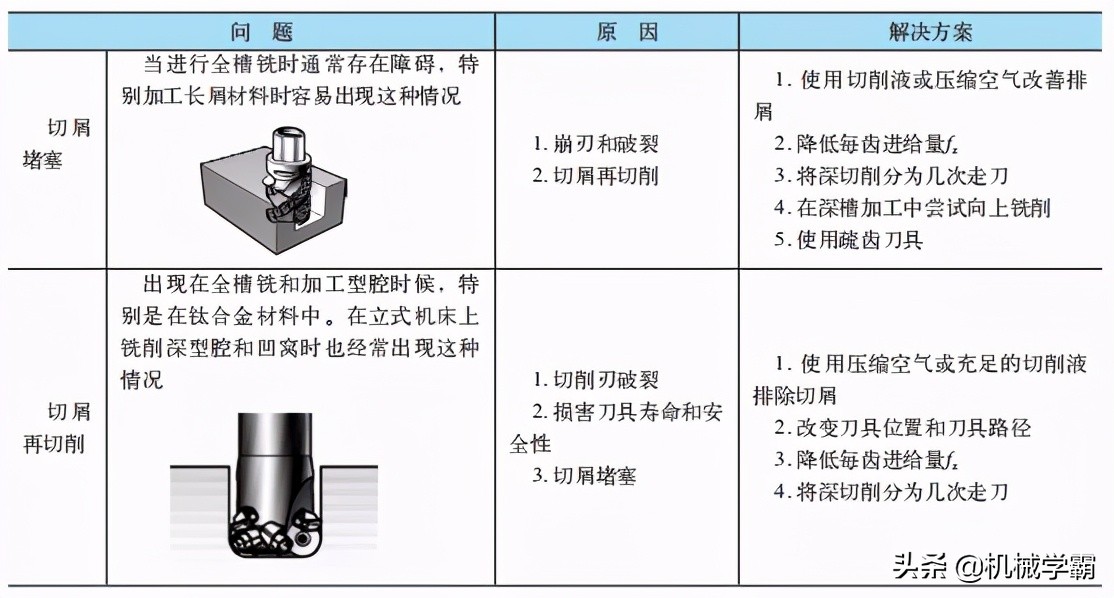
在铣削加工过程中,由于工件材料、切削参数和刀具几何参数等因素的影响,常出现刀具磨损、崩刃和积屑瘤等现象。如表4-6所示为几种常见问题的解决方法。
" Q. ^/ S2 q& p3 i. S4 h
表4-6 铣削过程中常见问题的解决方法 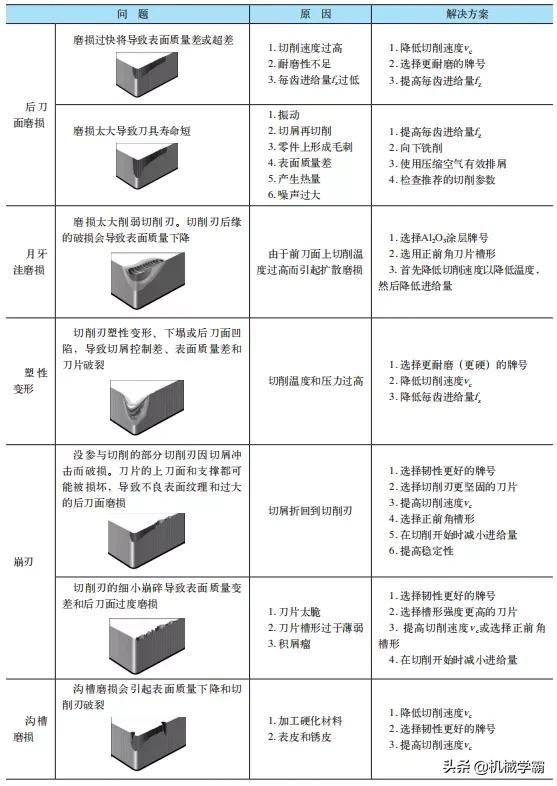
( [9 g5 h8 R W0 |6 w6 S
8 ?4 w/ w1 I0 d4 i, f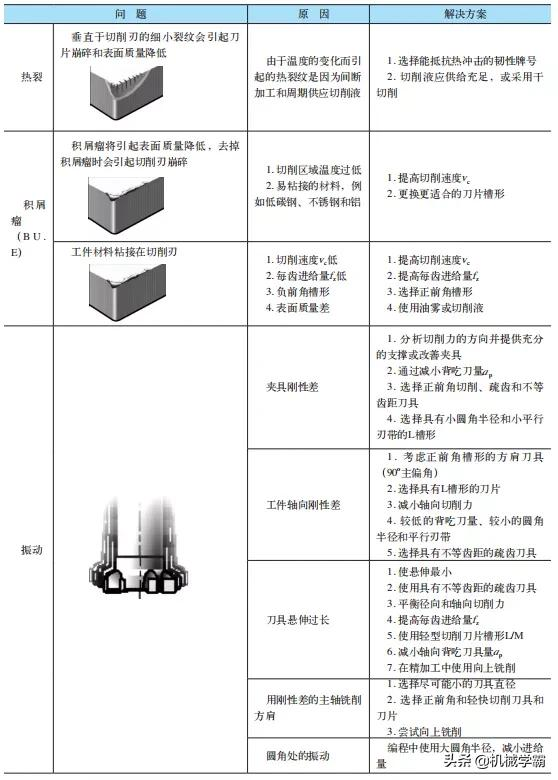 , b0 \* p7 R V8 h" N1 z , b0 \* p7 R V8 h" N1 z
+ I \) _0 a# |" @! S9 z$ ~1 m
( @( @' {" y; s x3 [% y' N* L J4 d2 v
END
" Y4 B. Q4 C2 i! I' w | 

 发表于 2022-7-15 15:04:53
发表于 2022-7-15 15:04:53