|
дкдчаЉФъЕФЪБКђЃЌХХЫЎЕФЙмЕРвЛАуЪЙгУЛьФ§ЭСЙмЕРБШНЯЖрЁЃвђЮЊИжНюЛьФ§ЭСЙмзгИеЖШКЭЪЙгУФъЯоЖМБШНЯгагХЪЦЃЌЫљвддквЛаЉЪаеўЕРТЗЩЯБЛЙуЗКЕФгІгУЁЃЕЋЪЧЛьФ§ЭСЙмШБЕуОЭЪЧЬЋБПжиСЫЃЌЖдШчНёзЗЧѓЫйЖШЕФПЊЗЂЩЬРДЫЕЃЌЛьФ§ЭСЙмВЛНіЪЉЙЄЫйЖШТ§ЃЌЛЙдіМгСЫВЛЩйЪЉЙЄГЩБОЁЃвђДЫЧсБуЕФЫмСЯВЈЮЦЙмКмПьГЩСЫКмКУЕФЬцДњЦЗЁЃ
5 J2 @% }- S! h& |; d" A) @, k" ~. R

0 K7 W( N7 Q1 j8 f- Z+ y! O
! R% i* o1 f( @3 a0 d. j* KвђЮЊЦфБэУцГЪВЈЮЦзДЃЌВЂЧвдкАМВлДІДђгаКмЖрЕФаЁПзЃЌЫљвдГЦжЎЮЊДђПзВЈЮЦЙмЁЃРрЫЦгкетРрЕФВЈЮЦЙмЃЌЦфЪЕЮвУЧВЂВЛФАЩњЁЃБШШчЯДвТЛњХХЫЎЙмЃЌЮќЙмЕШЁЃГ§СЫЫмСЯВЈЮЦЙмЭтЃЌЛЙгавЛжжН№ЪєВЈЮЦЙмЃЌвЛАугУгкЛЛШШЩшБИжаБШНЯГЃМћЁЃ
0 w9 K. q" n7 l" ?! M
 : O) q, G/ V; Q) `/ K. ] : O) q, G/ V; Q) `/ K. ]
* f' p! }* q2 Y& ^3 i% _; [
ЫмСЯВЈЮЦЙмжБОЖДѓЖјЧвгжГЌГЄЃЌУЛгаМћЙ§ЕФШЫПЯЖЈЖМОѕЕУетРрЙмзгЩњВњЦ№РДКмТщЗГЁЃЦфЪЕЫќЕФЩњВњСїГЬВЂВЛИДдгЃЌПДЭъЮвУЧОЭжЊЕРСЫЁЃ
7 M, t1 t0 g0 n6 v. y
 $ A! C: O2 A; h# P1 U8 k) L $ A! C: O2 A; h# P1 U8 k) L
, @5 s3 v1 M' n5 R* S* h% g) t3 O; Q
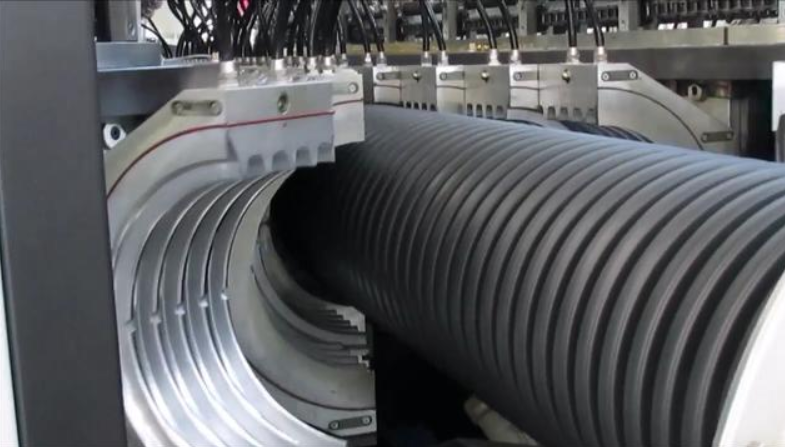
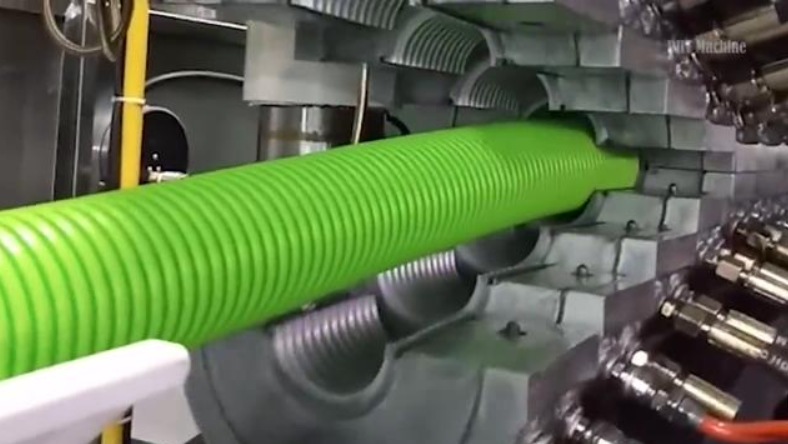
ЪзЯШЪЧзМБИдВФСЯЃЌетРрЙмзгвЛАуЖМЪЧгУИпУмЖШОлввЯЉМгЙЄГЩЕФЃЌПХСЃзДЕФИпУмЖШОлввЯЉВФСЯгыИїРржњМСЛьКЯдквЛЦ№ЃЌНјааГфЗжЕФНСАшЃЌвдБЃжЄЛьКЯОљдШЁЃ
2 ^* j" ~* C2 v3 T% ^' P e! N/ D
 : k& c( A4 G' e) w5 t3 t) T : k& c( A4 G' e) w5 t3 t) T
/ ^4 l/ _7 b/ S# ?. _ЛьКЯОљдШЕФЫмСЯПХСЃБЛЫЭЕНМЗГіЛњжаЃЌВЂдкМЗГіЛњжаБ№МгШШШкЛЏЃЌзюКѓБфГЩ№ЄГэЕФвКЬхЁЃ 2 _9 e7 Z: |" J* r1 Z: R
 & K! Y2 C- V {& q3 s & K! Y2 C- V {& q3 s
% a! L4 Y2 v! g; w3 c, q0 IМЗГіЛњГіРДЕФ№ЄГэвКЬхЫцКѓБЛзЂШыЕНФЃОпжаЃЌКмПьЃЌетаЉ№ЄГэЕФвКЬхОЭЛсЬюГфТњФЃОпЕФЮЦТЗЃЌФЃОпжаЕФЫЎРфЯЕЭГЛсЪЙВЈЮЦЙмбИЫйгВЛЏГЩаЭЁЃВЛЯёЦфЫћСуМўЕФФЃОпЃЌВЈЮЦЙмФЃОпЪЧгЩШєИЩИіФЃПщзщГЩЕФЃЌЖјЧвЪЧвЛжБдЫЖЏзХЕФЃЌОЭЯёРСДвЛбљЃЌвЛжБбЛЗЕФДђПЊКЭЙиБеЁЃФЃОпДђПЊЕФЪБКђОЭЪЧЭбФЃЕФЪБКђЃЌгЩДЫВЛЖЯЕФЩњВњГіаТЕФВЈЮЦЙмЁЃ
2 P. V; o, b& u: f
 ( p. I2 P( R$ w" Z% d2 J ( p. I2 P( R$ w" Z% d2 J
' Z8 O" k4 }% C3 o7 p , O* D- [- n/ b3 R9 O* ~5 p , O* D- [- n/ b3 R9 O* ~5 p
; `: }0 A: d! VЮЊСЫЪЙВЈЮЦЙмЭъШЋгВЛЏЃЌЗРжЙЦфБфаЮЃЌИеГіРДЕФВЈЮЦЙмЫцКѓЛЙЛсгУЫЎдйРфШДвЛБщЁЃ 4 V3 |5 ~2 i* U' q5 i5 p7 _) f
 : F9 @- x$ W! e* [8 G5 W L : F9 @- x$ W! e* [8 G5 W L
6 P: Q% P9 C6 P
ЭъШЋгВЛЏКѓЕФВЈЮЦЙмОЭПЩвдНјааДђПзСЫЁЃДђПзЪЧЭЈЙ§МИИіДјГнЕФдВХЬжБНгФыбЙдкВЈЮЦЙмБэУцЃЌИљОнДЬеыЕФХХСаАДвЛЖЈЕФОрРыМфИєДђГіПзЁЃДђЙ§ПзЕФВЈЮЦЙмПЩвдзїЮЊЩјЭИЙмЃЌХХЫЎУцЛ§ИќДѓЁЃ
/ p7 W4 A+ r, a! D) v

9 }' g0 |3 S& _% G( j4 ?9 V
7 q% t, r6 b" B4 n4 H* ~ДђЭъПзКѓЃЌЮЊСЫЗРжЙЩЯУцЕФПзБЛЖТШћЃЌдкЦфБэУцЛсВјШЦвЛВуТЫВМЃЌНЋЦфШШбЙеГНєдкВЈЮЦЙмБэУцЁЃ
: ~2 W1 e, b3 J3 a6 z
7 b- R* S7 K# `( T- k
5 A4 ^5 R2 h/ w8 o7 z# o. tЮЊСЫШЗБЃЙмзгЕФжЪСПЃЌЛсЖдЙмзгНјааГщбљМьВтЃЌЭЈЙ§ЖдЦфНјаабЙЫѕЃЌВтЪдЦфПЩГаЪмЕФбЙСІЗЖЮЇЁЃШЗБЃдкЪЙгУЪБЪЧВЛЛсБЛбЙЫѕБфаЮЁЃ
: G) u. R3 n, y t% C

1 N8 k& I: H+ C# M- m* {, ~- c$ ~3 _3 n. }% E/ F( W
зюКѓВЈЮЦЙмЛсАДвЛЖЈЕФГЄЖШЧаЖЯЃЌВЂНЋЦфВјШЦдкОэжсЩЯЁЃВЂЪЙгУЫмСЯБЁФЄВјШЦЙЬЖЈЃЌЗРжЙЦфЭбПЊЃЌзюКѓМьбщКЯИёОЭПЩвдГіГЇСЫЁЃ " r/ X- W" c* N/ f: `
9 M" F6 V1 ^0 v8 h- ?/ e! m0 O; e P$ A' E
БОвдЮЊетРрЙмзгЕФЩњВњЛсКмИДдгЃЌУЛЯыЕНетУДМђЕЅЁЃ
# V/ U" X3 a0 @5 h9 @: ?0 r
, t7 u$ B9 c4 u8 h9 p1 R& O) w; ?, N2 K, l! f6 q
ФПЧАетРрЙмзгЕФЩњВњММЪѕвбОЪЧБШНЯГЩЪьЕФММЪѕСЫЃЌЕЋЪЧдкЮвЙњЛЙЪЧДІгкЛљДЁНзЖЮЁЃБШШчЖдгкДђПзЕФЫйЖШЁЂДђПзЕФОљдШГЬЖШЕШЖМЛЙашвЊНјвЛВНгХЛЏЁЃЕЋОЁЙмШчДЫЃЌетбљЕФЩњВњЯпЩшМЦепвВецЪЧЬЋХЃСЫЃЁ
, j5 I) b0 K) I+ L. G | 

 ЗЂБэгк 2022-6-15 16:16:35
ЗЂБэгк 2022-6-15 16:16:35