|
作为珠三角长三角众多滑台厂家的供应商,我们逐渐发现,非标滑台模组这个庞大的市场对滚珠丝杆的使用有一个非常明显的分水岭,有小部分甚至是不清楚自己的装配工艺,导轨装配不停反工,影响出货速度增加编辑成本,扯业务面的后腿,恶化供应商关系,增加纠纷坏心情。 # t4 f8 R! I4 U4 V/ X
正所谓专业的人做专业的事情,滑台厂家虽然相对丝杆导轨厂家算得上半个同行,但毕竟每天研究的是终端解决方案,和离散工业的流程精进,相对丝杆专业知识,特别是使用经验,还是术业专攻,今天我就以丝杆厂家的角度来剖析这个问题和处理方法。 - _' L/ {6 U) x* M& ~9 A* s6 `- r2 _% l
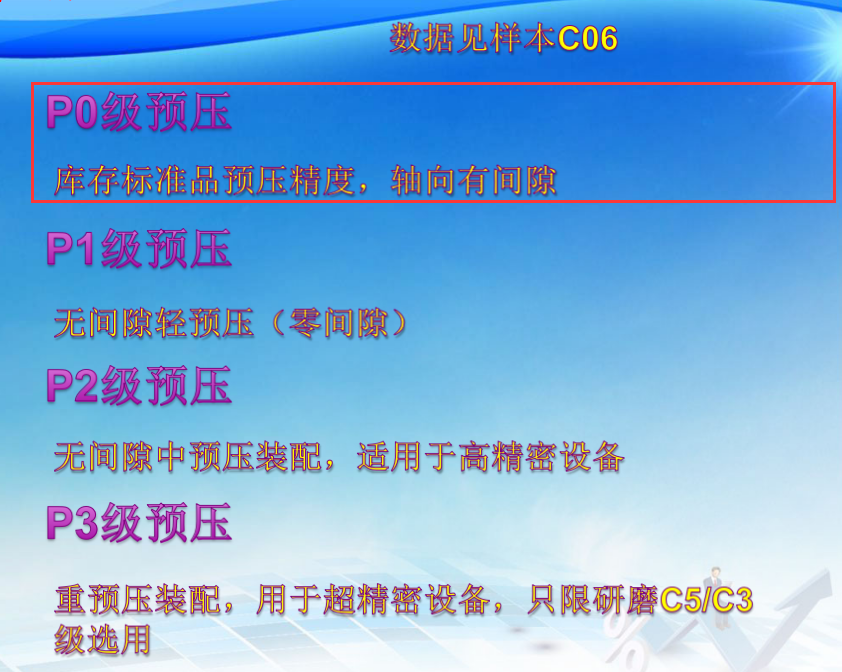
滑台应用场景多数对负载要求不高,特别是要求顺滑无卡点的高速型,负载大部分就是不需要考虑的,对于顺畅,精度,高速则比较看中,低速阶段会出现卡点的主要因素我们结合机械运动的物理逻辑来推断,有1杂质尘埃,2装配工艺,3本身加工精度这三大类,其中在滑台应用中1点和3点是在应用中现场人员随时可以排除解决的硬性问题点,没有分歧,不需要做过多的探讨,值得一提的是第2点,装配工艺,我们大致把这个环节区分为两段,一是我们滚珠丝杆装配,二是客户适用装机的工艺,出现问题的往往就是这两个环节的镶嵌问题,简单来说就是丝杆想要用得非常的顺,是需要客户对自己的支撑座动子座及周边部件非常了解,才能找到问题点 重点在这里,我们如上图所示可以看到,PO预压在产品说明层面,设计层面,适用起来就是要有一定是轴向间隙,那么为什么? 因为多数C7丝杆的使用,对精度不是绝对要求,并且作为标准大库存品和制造工艺各项影响,其本身冷轧丝杆是有一定的-跳动值- 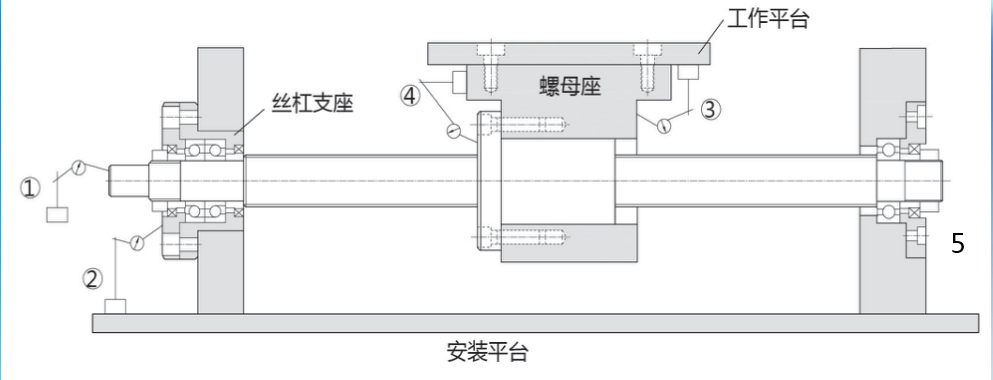 根据常规安装场景我们来看,螺母座是安装在导轨滑块面,导轨的平行度和行走跳动值是远远低于丝杆导轨的跳动,档2和5以及螺母座的安装精度为(东莞市诚工传动科技有限公司孙先生提供)绝对相对稳定值,滚珠丝杆螺母安装在螺母座上固定后,滚珠螺母的运动是完全按照导轨的轨迹,那么当螺母的运动轨迹精度值,比丝杆旋转跳动值要小很多 根据常规安装场景我们来看,螺母座是安装在导轨滑块面,导轨的平行度和行走跳动值是远远低于丝杆导轨的跳动,档2和5以及螺母座的安装精度为(东莞市诚工传动科技有限公司孙先生提供)绝对相对稳定值,滚珠丝杆螺母安装在螺母座上固定后,滚珠螺母的运动是完全按照导轨的轨迹,那么当螺母的运动轨迹精度值,比丝杆旋转跳动值要小很多
/ [# Y! L9 _4 }% U. D' l 即矛盾出现,卡点出现,顿挫出现,简单来说,两条平行线,一条是直线,一条是波浪线,那么每一段两线的不同位置距离是不可能相等的,即不允许螺母尺寸是固定的,但现实是螺母尺寸又是绝对固定的,那么就需要其他的设计来让两者之间的距离可以接受容差和波动,即螺母间隙
6 I9 R9 n+ a2 |4 k" ~; ]( h 螺母间隙的意思是在自由状态下,可以让螺母和滚珠丝杆本身有一定的跳动容差(朝向间隙),可以来配合运转过程中在保证自身相对位置(螺母跟随导轨的平行位置)的同时,不与自身的滚珠丝杆跳动大的部分产生过大的接触力,使之在跳动大的行程和点上也可以非常顺畅的动过,同时也可以抵消螺母和螺母座之间安装螺母孔力矩大小不一产生的朝向偏差,甚至是两端固定座或者支撑座的轴承偏差,这里这里值的一提的是,轴向间隙因自身设计哥德式沟槽,和滚珠循环圈数,以及控制间隙大小三者合一是完全不影响冷轧丝杆300行程0.05的定位精度,时间有限,下次在和大家分享更多实战冷知识! . W. Y( v) M/ O! ^: m& C! J
| 

 发表于 2022-5-18 11:49:33
发表于 2022-5-18 11:49:33